2021+ FLOAT X2 Rebuild
Required Parts
- 025-03-063 Oil: Suspension Fluid, 4 WT, 1.0 Liter Bottle
- 803-01-921 Seal Kit: 2023 FLOAT X2 Spring and Damper Rebuild
Required Tools
- 398-00-280 Tooling: Eyelet Torque Tool
- 398-00-419 Tooling: 2016 Float X2, Negative Air Seal
- 398-00-881 Tooling: Custom Spanner Socket, 4-Pin, 2021 DHX2 / FX2, Comp Base Valve
- 398-00-882 Tooling: Custom Spanner Socket, 4-Pin, 2021 DHX2 / FX2, Reb Base Valve
- 398-00-887 Tooling: 2021 Float X2, Bearing Housing Driver
- 398-00-951 Tooling: Torque Fixture, 54mm Trunnion Eyelet, Tall
- 803-00-463 Kit: Fill Machine Adapter, 04-07 Epic IV, DHX Air, RC2_RC4 Shocks
- 803-00-566 Kit:Bike IFP Depth Setting Tool Set
- 803-00-805 Kit: Shaft Clamps, Shocks, CTD 9mm, 3/8in, 1/2in, 5/8in
- 803-00-969 Kit: Tooling: Clamps, FLOAT X2, Body
- 803-01-545 Kit: Tooling: Clamps, 2021 DHX2 / Float X2, Rezi Body
- 803-01-578 Kit: Service Tool, 2021 DHX2 / Float X2, VVC Set, Assembly
- 803-01-690 Kit: Tooling: Clamps, ALL FLOAT X2's, Inner Air Sleeve
- 803-01-826 Kit: Tooling: Rear Shock, Rezi End, Air Fill Adaptor, MY 2021
Sections
WARNING: Always wear safety glasses and protective gloves during service to prevent potential injury. Failure to wear protective equipment during service may lead to SERIOUS INJURY OR DEATH.
WARNING: FOX products should be serviced by a trained bicycle service technician, in accordance with FOX specifications. If you have any doubt whether or not you can properly service your FOX product, then DO NOT attempt it. Improperly serviced products can fail, causing the rider to lose control resulting in SERIOUS INJURY OR DEATH.
WARNING: FOX suspension products contain pressurized nitrogen, air, oil, or all 3. Suspension misuse can cause property damage, SERIOUS INJURY OR DEATH. DO NOT puncture, incinerate or crush any portion of a FOX suspension product. DO NOT attempt to disassemble any portion of a FOX suspension product, unless expressly instructed to do so by the applicable FOX technical documentation, and then ONLY while strictly adhering to all FOX instructions and warnings in that instance.
WARNING: Modification, improper service, or use of aftermarket replacement parts with FOX forks and shocks may cause the product to malfunction, resulting in SERIOUS INJURY OR DEATH. DO NOT modify any part of a fork or shock, including the fork brace (lower leg cross brace), crown, steerer, upper and lower leg tubes, or internal parts, except as instructed herein. Any unauthorized modification may void the warranty, and may cause failure or the fork or shock, resulting in SERIOUS INJURY OR DEATH.
Note: The Damping Adjuster Cartridge Assemblies should be considered non-rebuildable as they are difficult to dissassemble and reassemble. The Damping Adjuster Cartridge Assemblies do not need to be removed from the shock to perform a full rebuild. Removal and reinstallation of the Damping Adjuster Cartridges is shown below for reference.
NOTE: The Main Piston VVC system only needs to be disassembled and rebuilt if changing Main Piston Valving.
NOTE: The anodization color of the main piston may vary between clear, black, and orange. There are no functional or performance differences between different colored pistons.
Disassembly

Step 1
Remove the black air cap and thread on your FOX shock pump. Slowly release all air from the main air chamber with your pump, then remove the pump. Verify that all air has been released by depressing the Schrader valve.



WARNING: Please verify that all air has been released from the air chamber by pushing down on the Schrader valve core. Failure to release all air pressure before further disassembly may cause parts to eject causing SEVERE INJURY OR DEATH.

Step 2
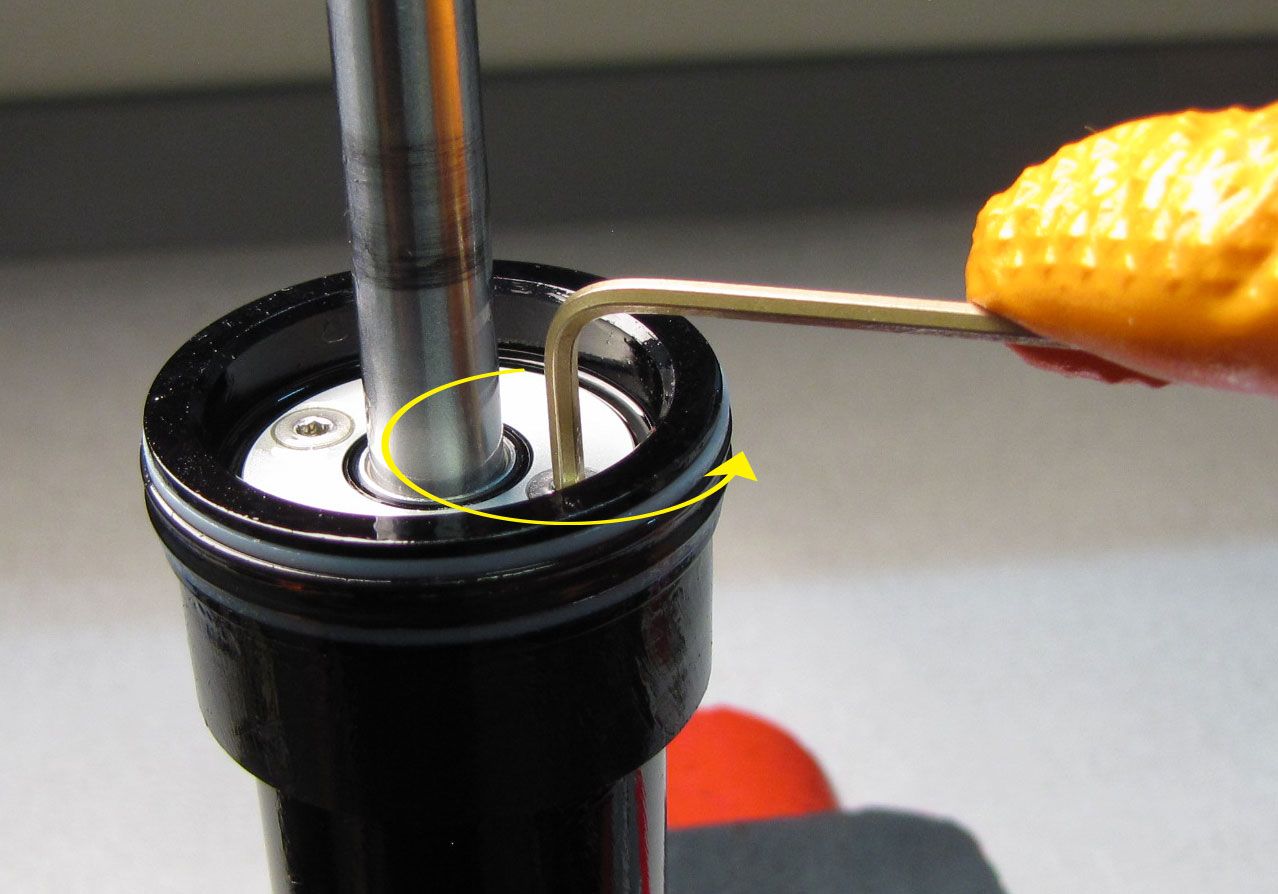
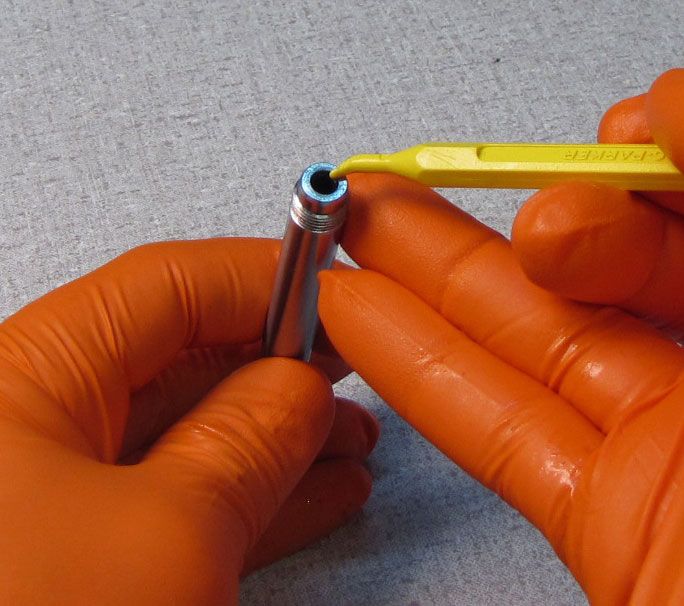
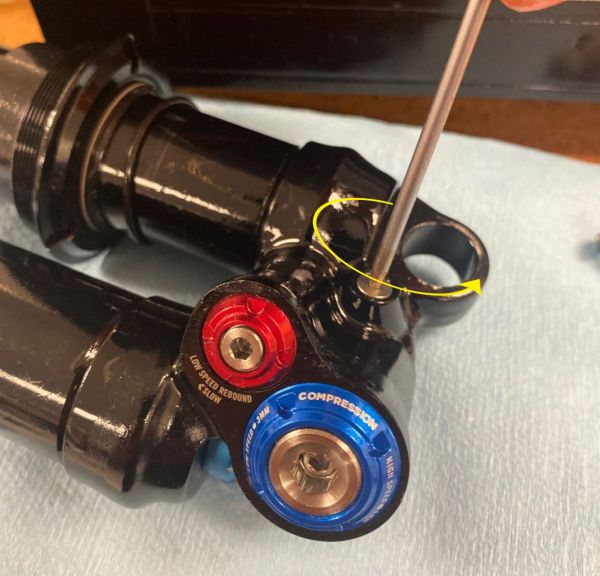
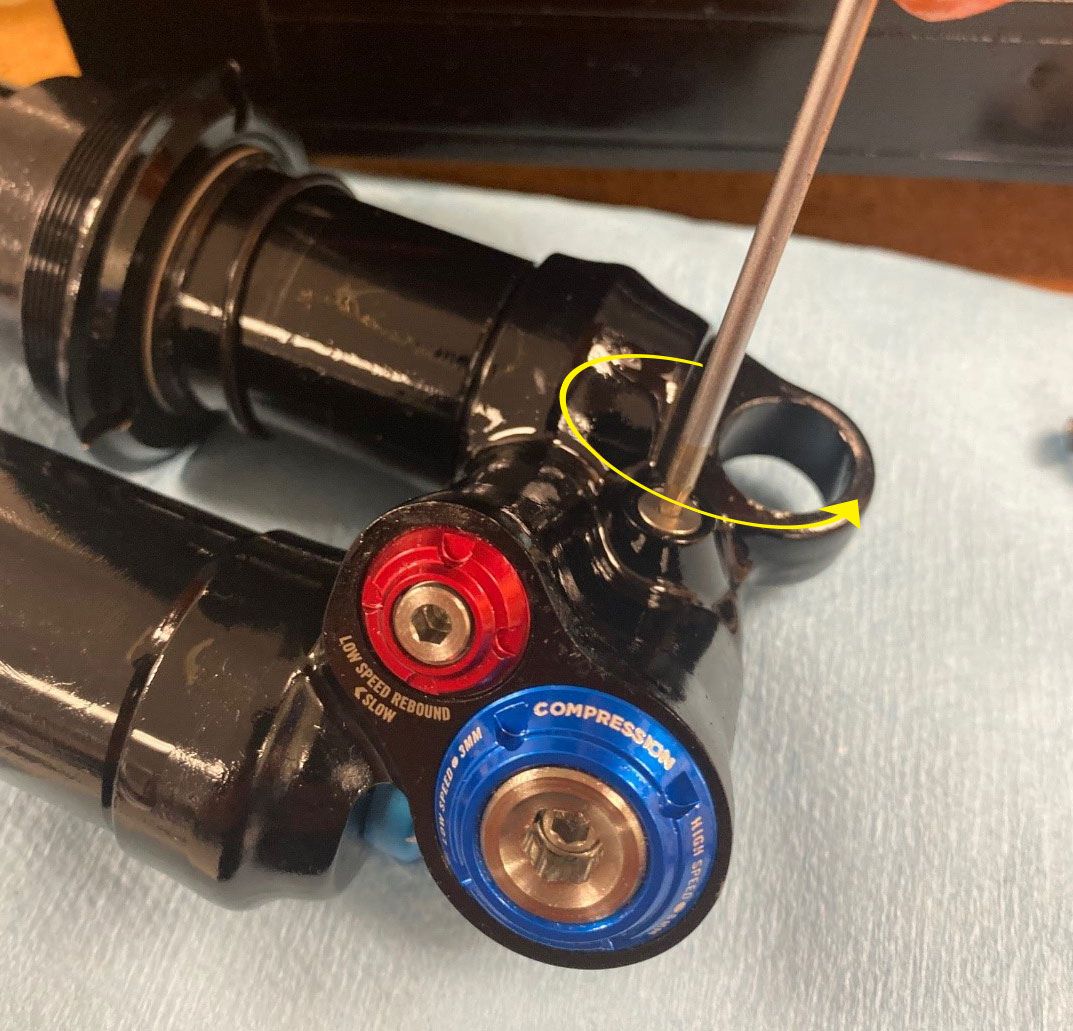
Rotate the wire retaining ring to align the opening in the ring with the tab on eyelet. Use a pick to remove the ring.



Step 3
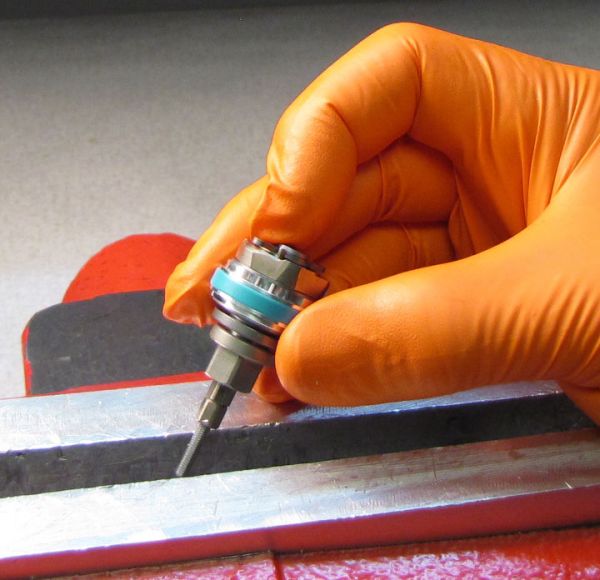
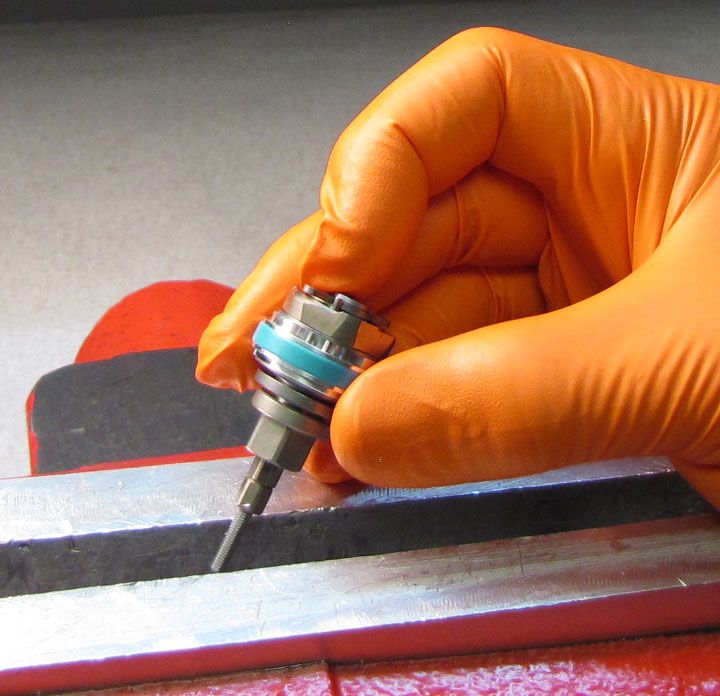
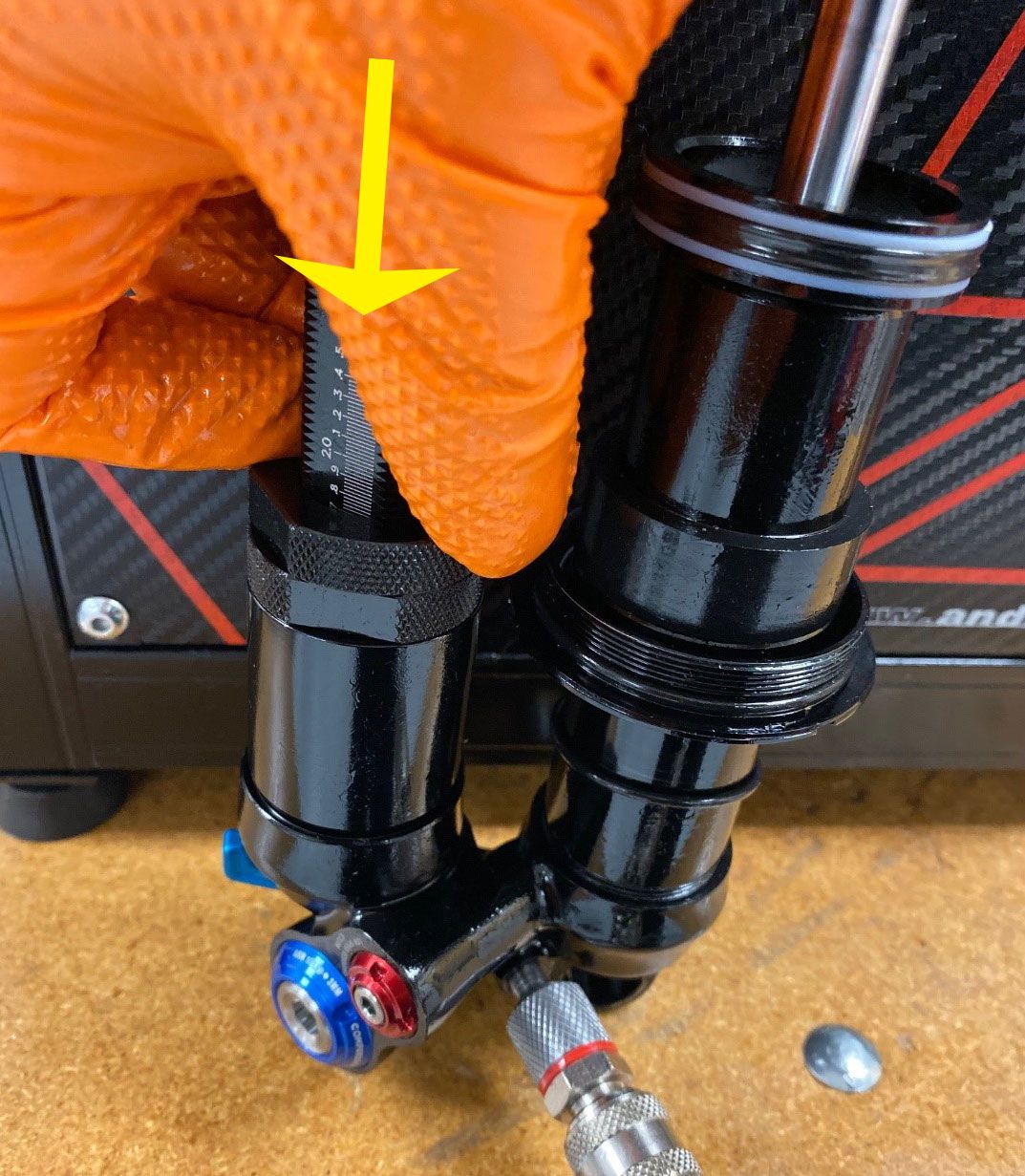
Slide the outer air sleeve away from the negative air sealhead to remove.



Step 4
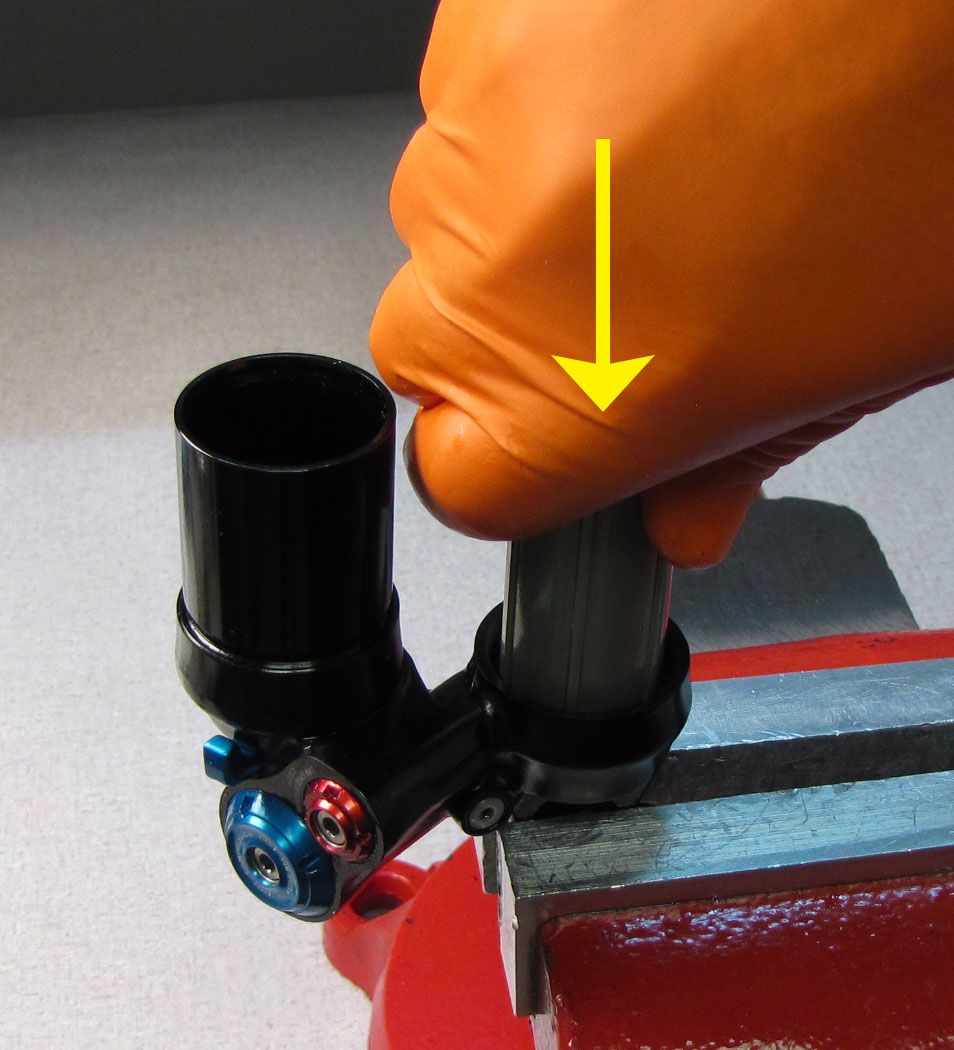
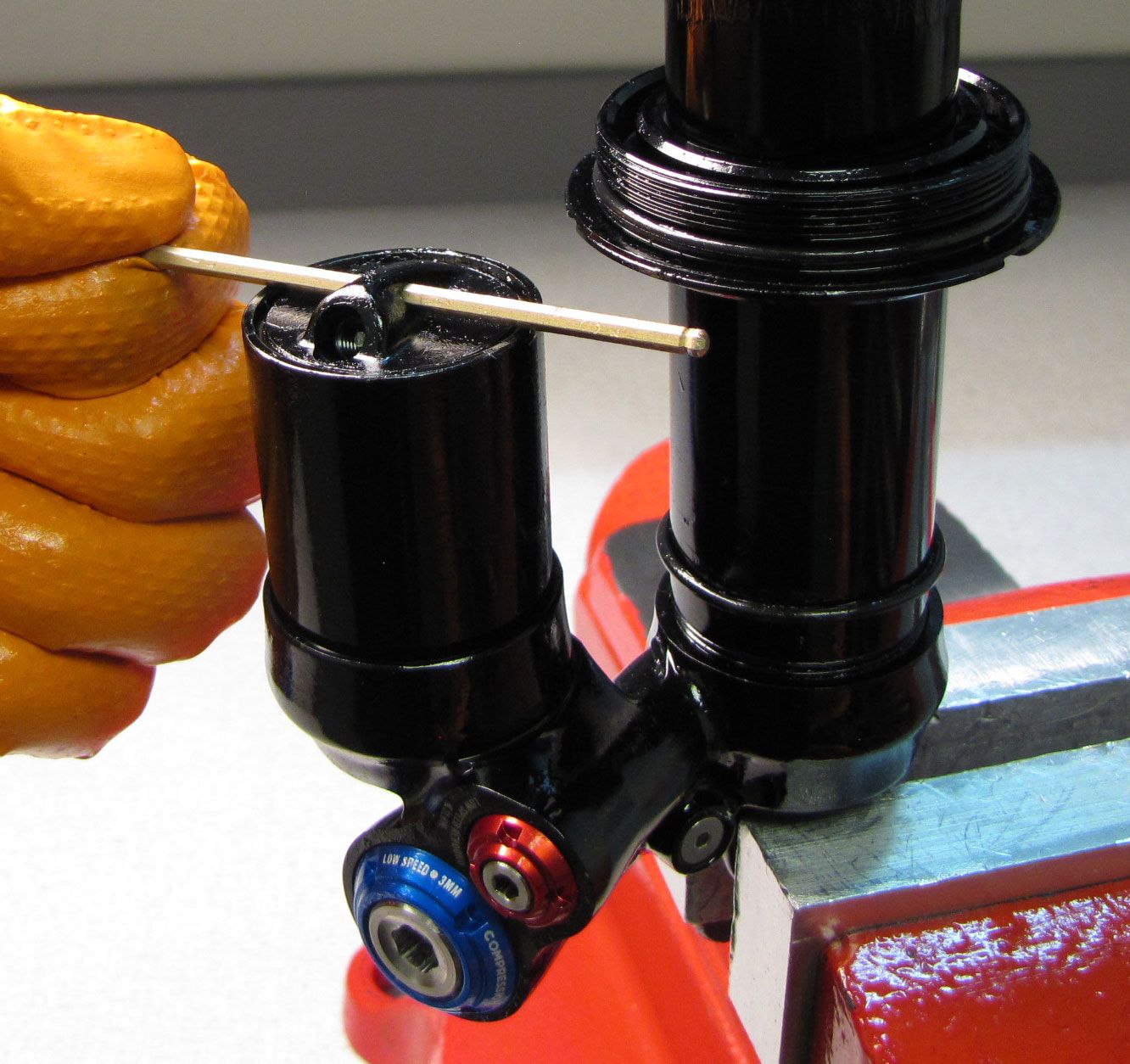
With the non-adjuster eyelet clamped in your soft-jawed vise, carefully engage the prongs of the negative air sealhead tool (PN: 398-00-419) with the notches of the negative air sealhead. Do not scratch the outer body with your tool. Maintain downward pressure on the negative air sealhead tool to keep it engaged while you turn it counter-clockwise to unthread.



DO NOT clamp the FLOAT X2 Inner Air Sleeve below the externally threaded area. Only use the FLOAT X2 Air Sleeve Clamps (PN: 803-01-690 REV A) to clamp the FLOAT X2 Inner Air Sleeve between the ribs.

WARNING: Using the 2019 FLOAT X2 Air Sleeve Clamps (803-01-318 REV A) can cause damage to the inner air sleeve on certain size 2021 and later FLOAT X2 shocks. Please use only the 803-01-690 REV A Air Sleeve Clamps as they've been modified to fit all sizes of all FLOAT X2 shocks for all model years. Failure to use the correct clamp may cause the product to malfunction, resulting in SEVERE INJURY OR DEATH.

Step 5
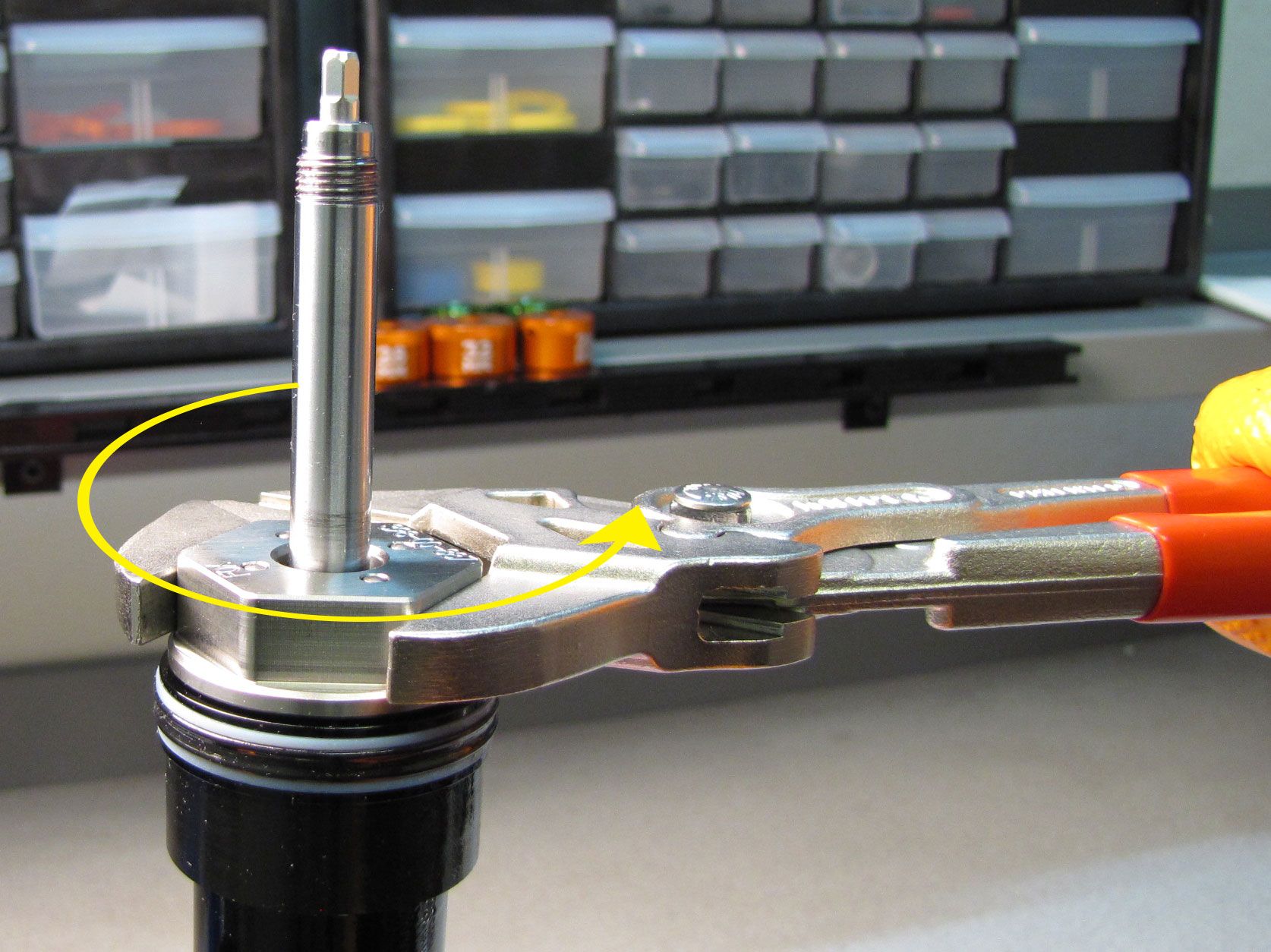
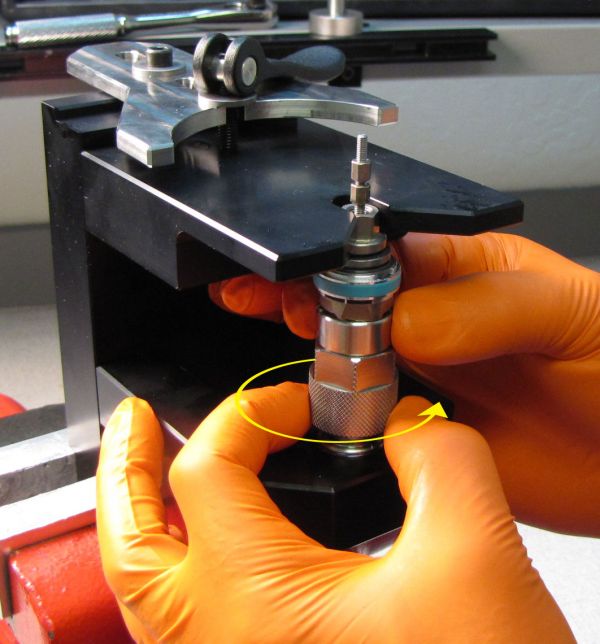
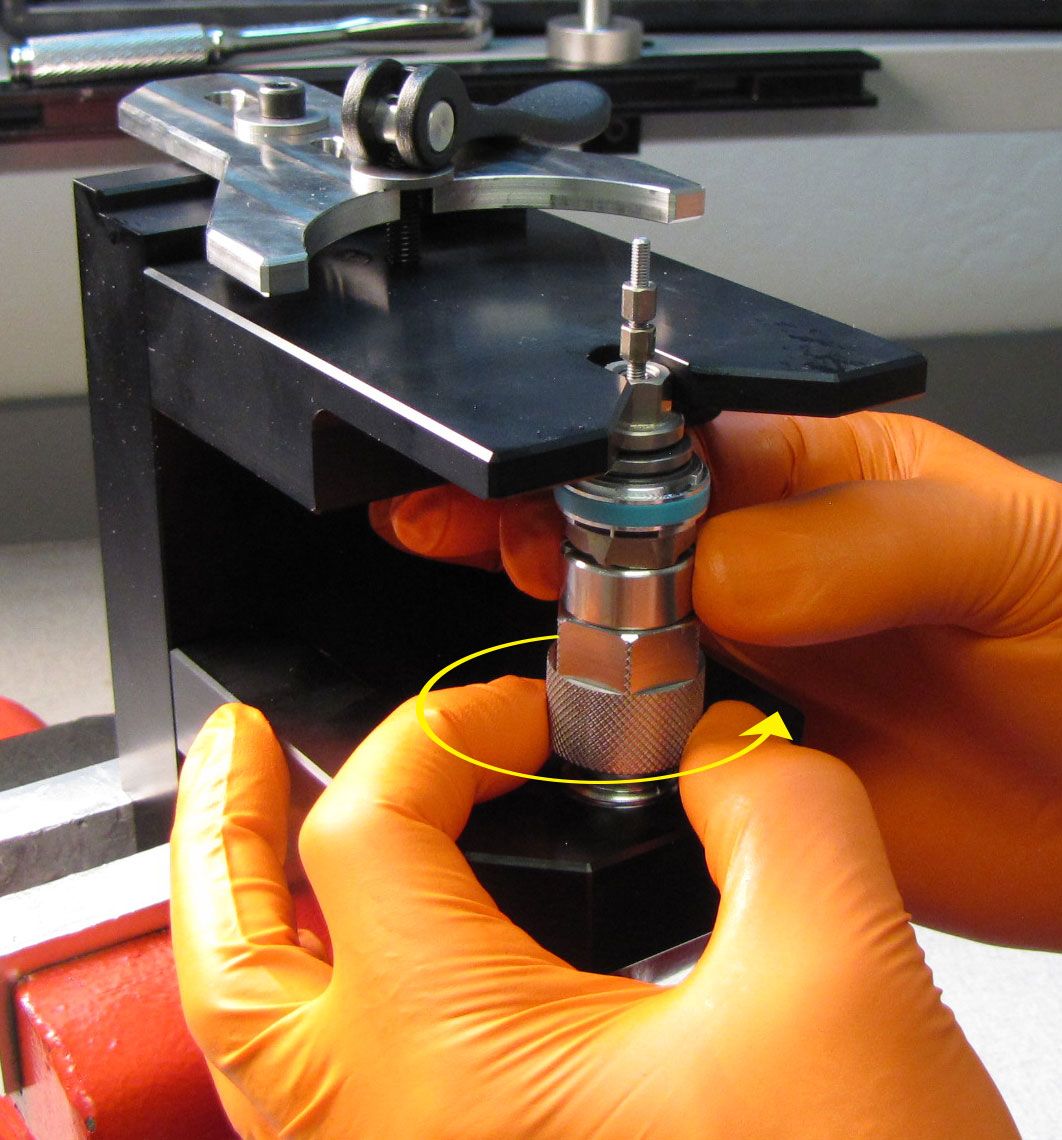
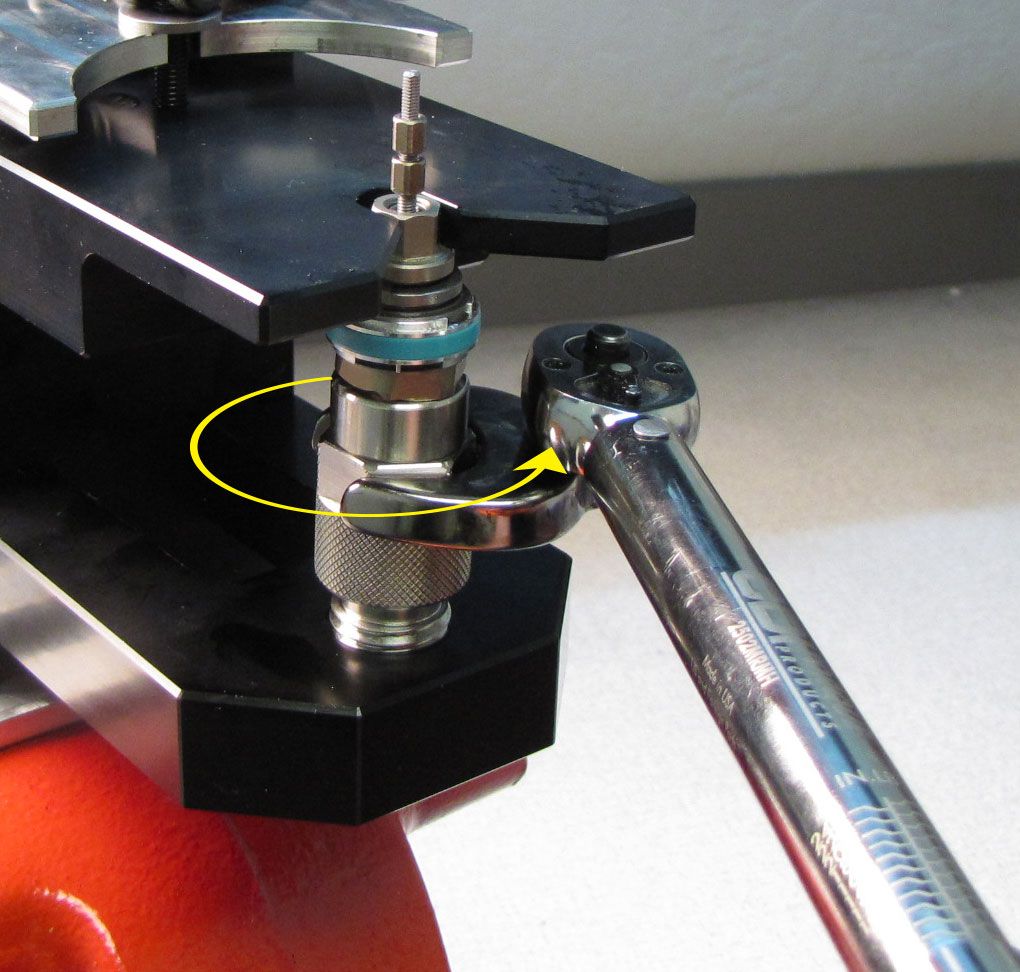
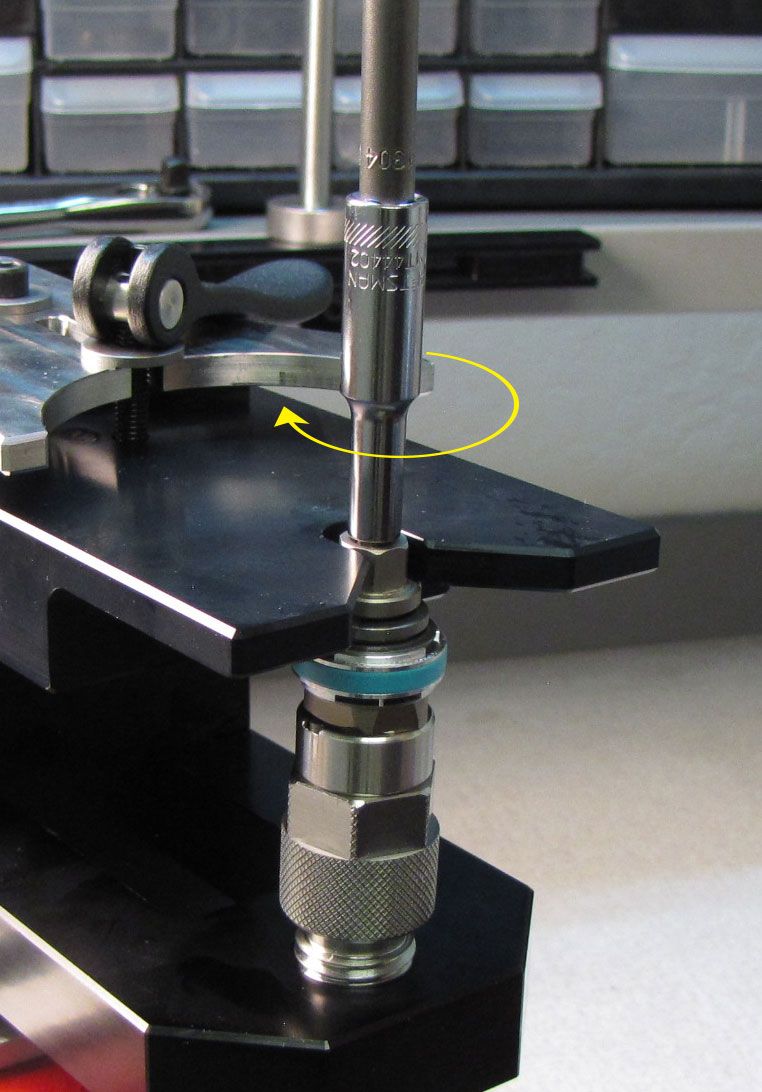
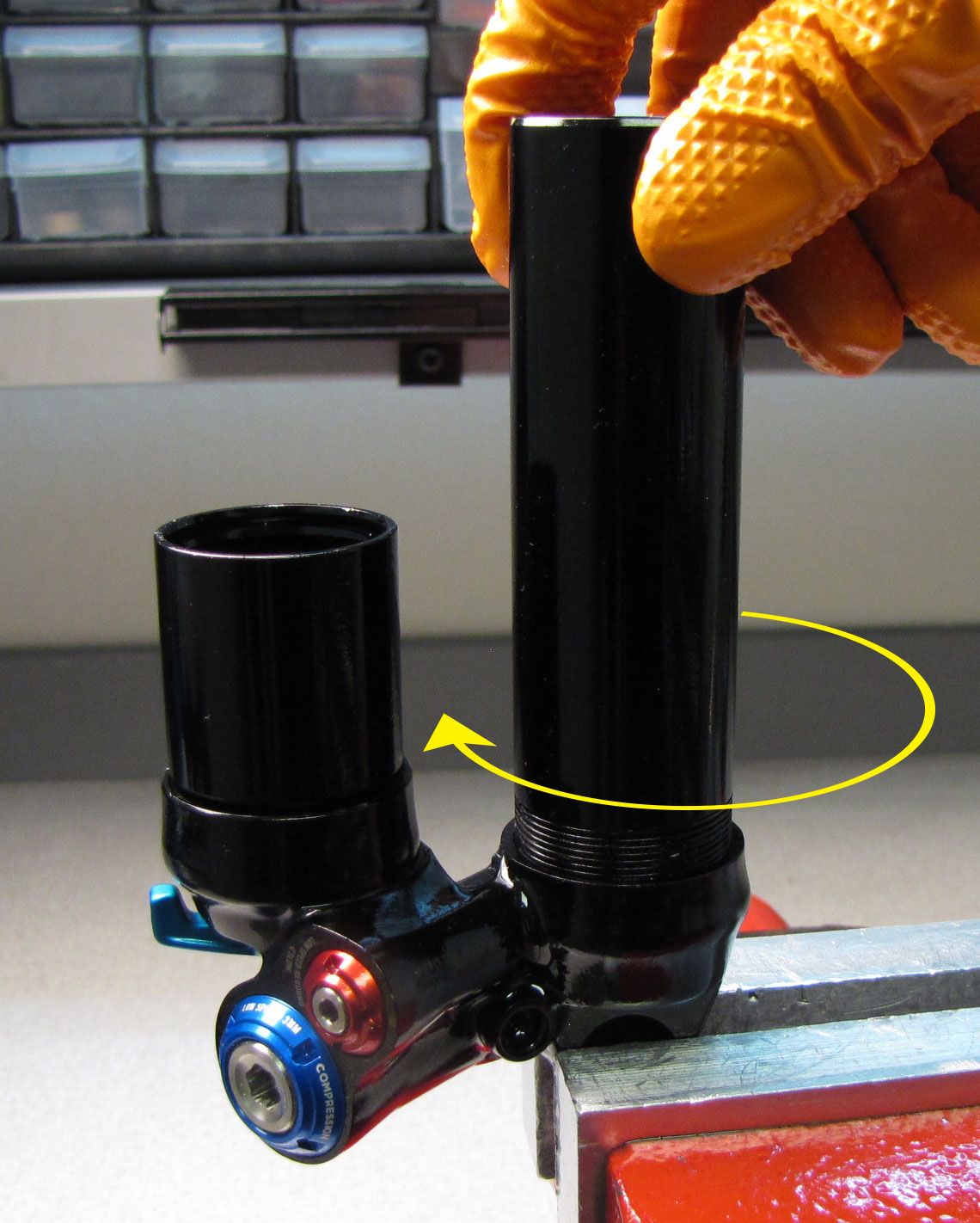
You will need to separate either the negative air sealhead from the inner air sleeve or separate the inner air sleeve from the shaft eyelet. Clean the inner air sleeve with Isopropyl alcohol and lint-free paper towels. Use the X2 air sleeve clamps (PN: 803-01-690) to hold the inner air sleeve while you remove either the negative air sealhead with the sealhead tool (PN: 398-00-419) or the shaft eyelet with Knipex pliers or the eyelet torque tool (PN: 398-00-280).




Step 6
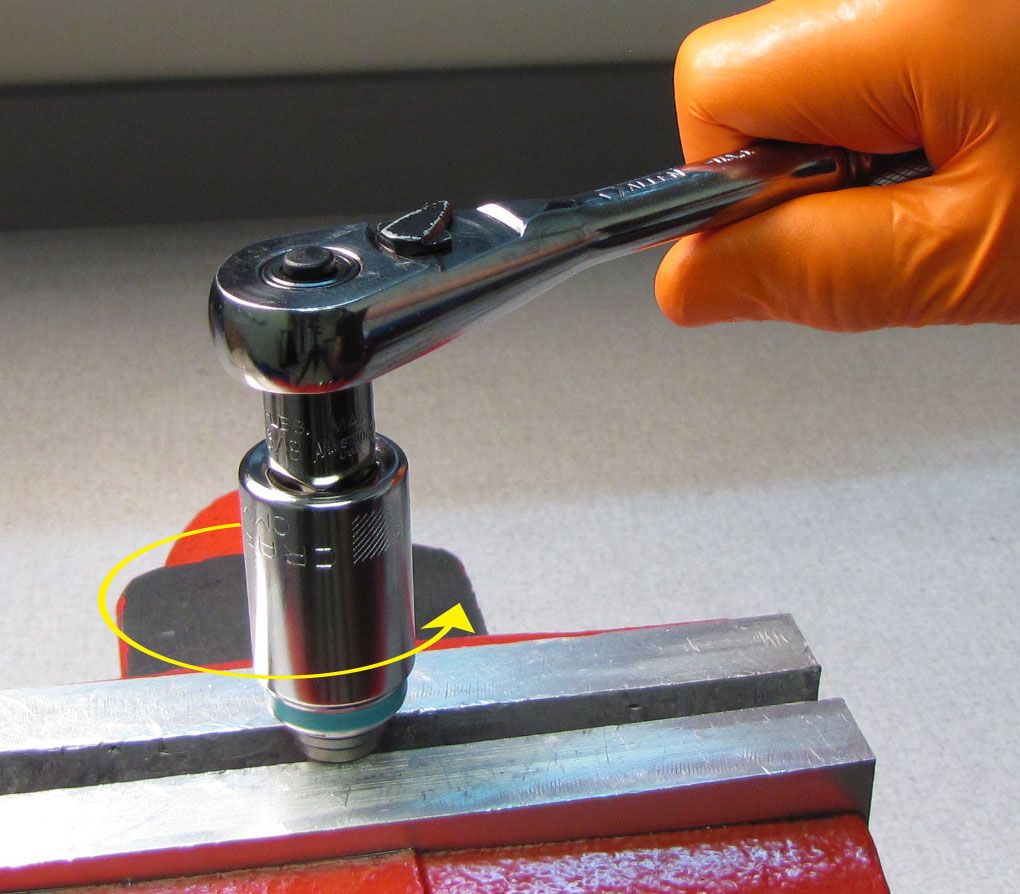
Clean the exposed shaft with Isopropyl alcohol then dry it with a lint-free paper towel. Invert the shock, then carefully clamp the shaft in your clamps (PN: 803-00-805). Unthread the non-adjuster eyelet counter-clockwise to remove. Remove the Bottom Out Bumper.







Step 7
Remove the Inner Air Sleeve. Remove the red Rebound knob from the Shaft Eyelet. Clean any Loctite residue from the Shaft and Eyelet threads.







Step 8
Replace the o-ring within the Shaft Eyelet as well as the o-ring and backup ring on the outside of the Shaft Eyelet with new greased ones from the kit.



Step 9
Unthread the Rezi Fill Air Cap counter clockwise with a Schrader Valve Stem tool then set aside. Release the IFP pressure by depressing the valve stem inside the Reservoir End Cap.



Step 10
Push the Reservoir End Cap into the Reservoir to gain access to the wire retaining ring. Remove the wire retaining ring with a thin shim then set aside. Use a small hex wrench to lift the Reservoir End Cap out from the Reservoir.






Step 11
Unthread the Bleed Screw counter-clockwise with a 2mm hex wrench. Drain the damper oil out over a waste oil basin by cycling the shock with the bleed port facing down into the waste oil basin. You can use the Shaft Eyelet to help you cycle the shock if needed.




Step 12
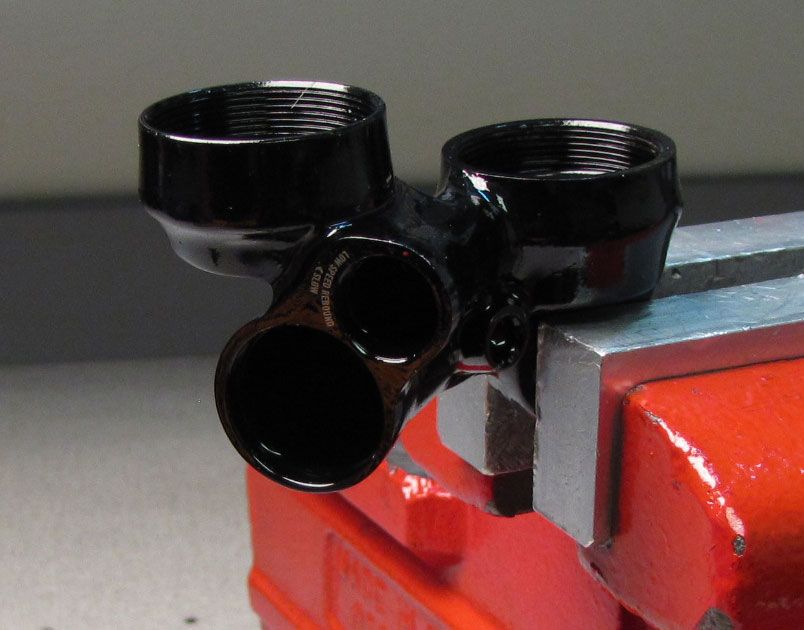
Clamp the Body Eyelet in your soft-jawed vise then remove the Bearing Housing Cap and any Travel Spacers (if present) by unthreading counter-clockwise and removing the two screws with a 2mm hex wrench.




Step 13
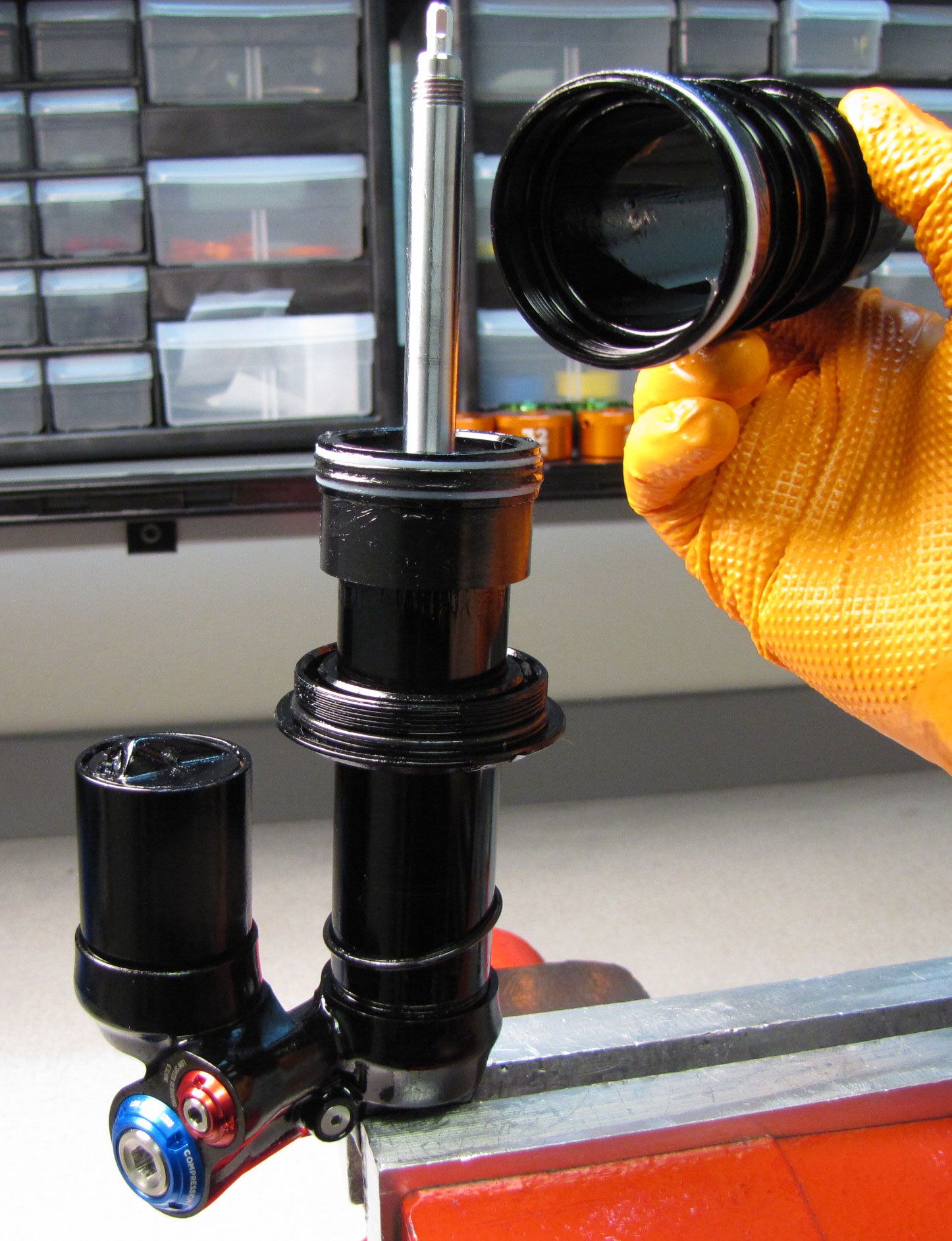
Use the Bearing Housing Driver (PN: 398-00-887) to unthread the Bearing Housing Counter-Clockwise. Lift the Shaft Assembly out of the Body then remove the tool.




Step 14
Remove any Negative Volume Spacers if present. Remove the Negative Air Sealhead by pulling it up off of the Outer Body. Remove the Sag Indicator O-ring.






Step 15
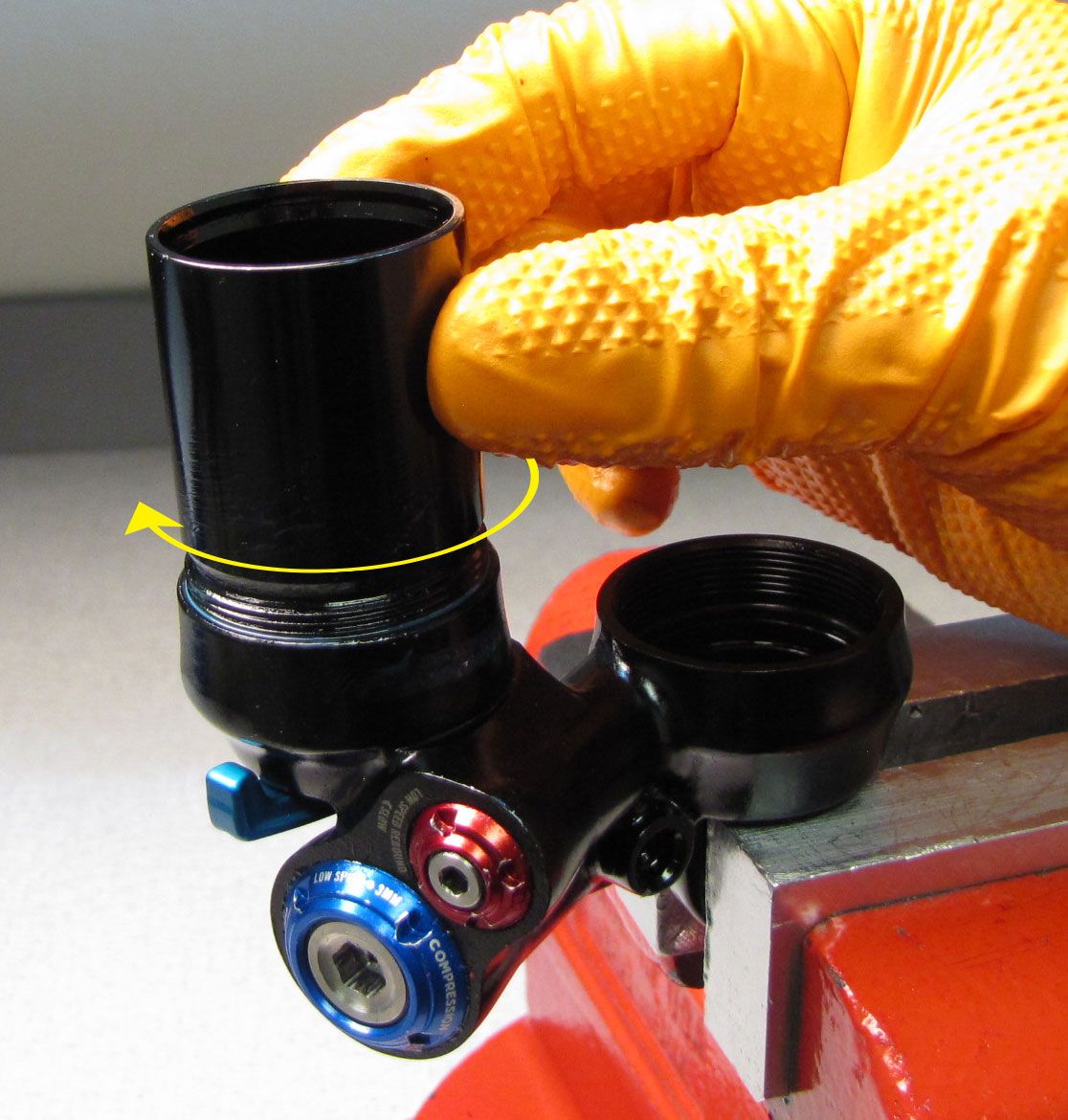
Clamp the Body in your shaft clamps (PN: 803-00-969) then heat the body area of the eyelet to break down the Loctite. Unthread the Body counter-clockwise from the Eyelet. Take care as the eyelet may be hot!


Step 16
Clean the Locite residue from the Outer Body threads. Separate the Inner Body from the Outer Body. Clean the bodies with Isopropyl alcohol and lint-free paper towels.





Step 17
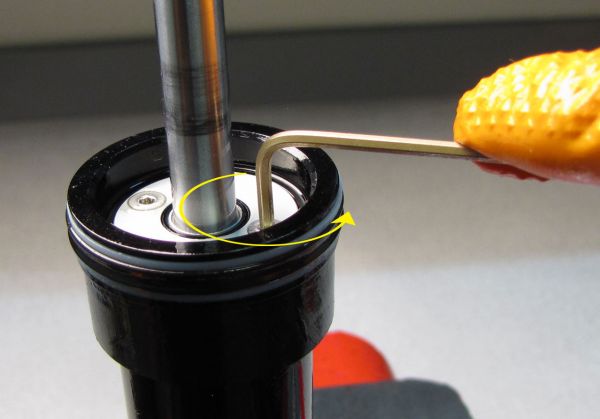
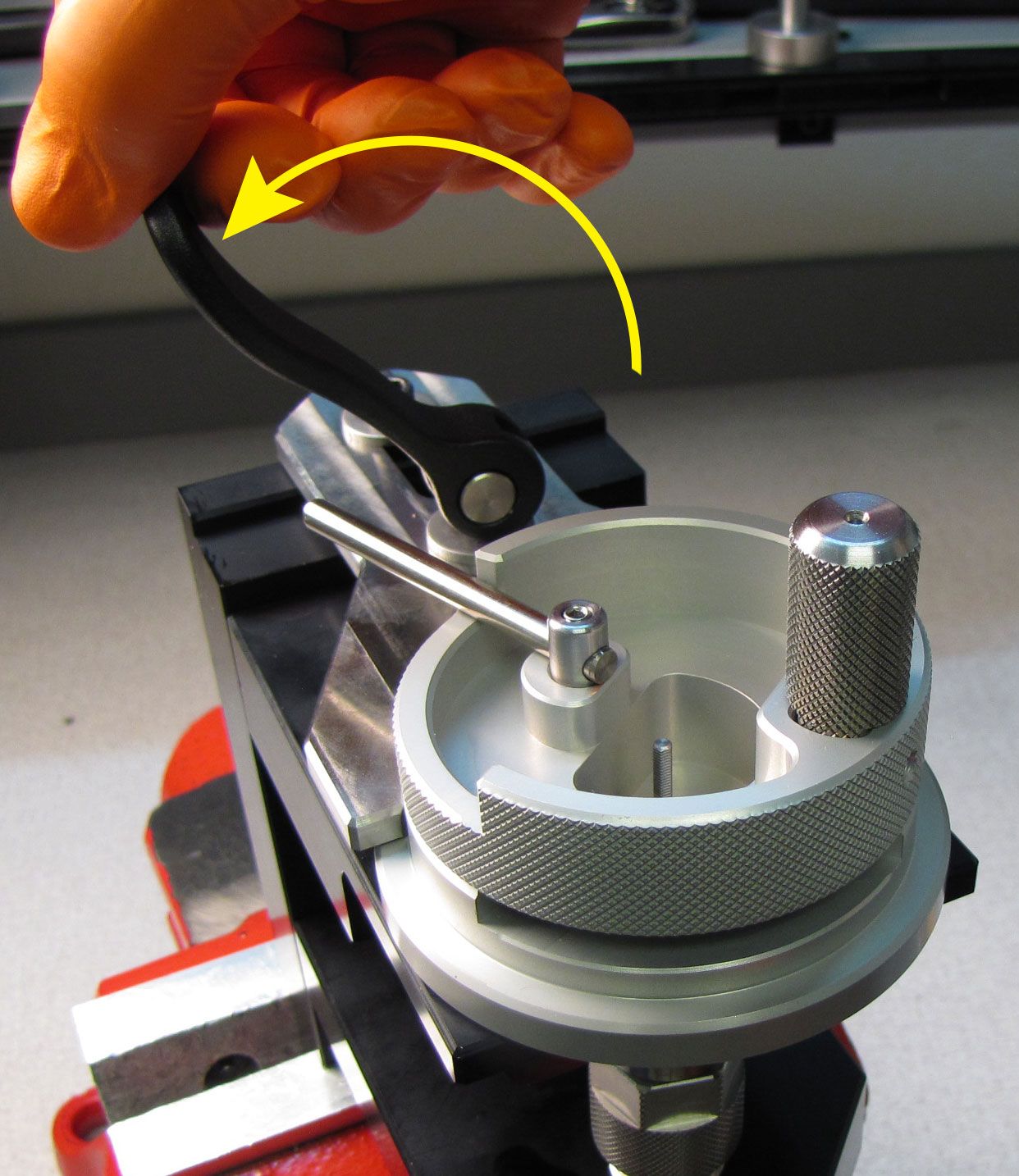
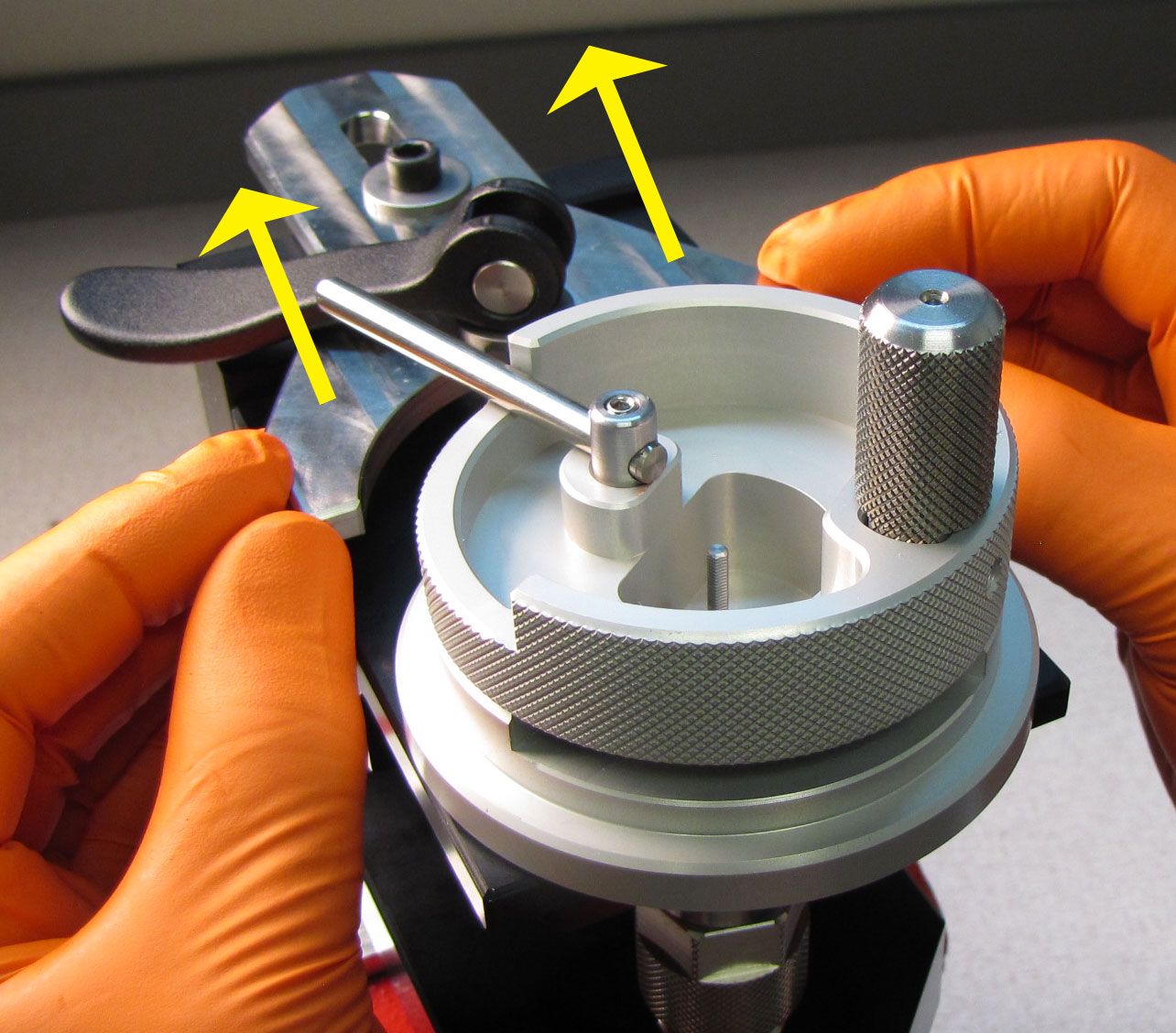
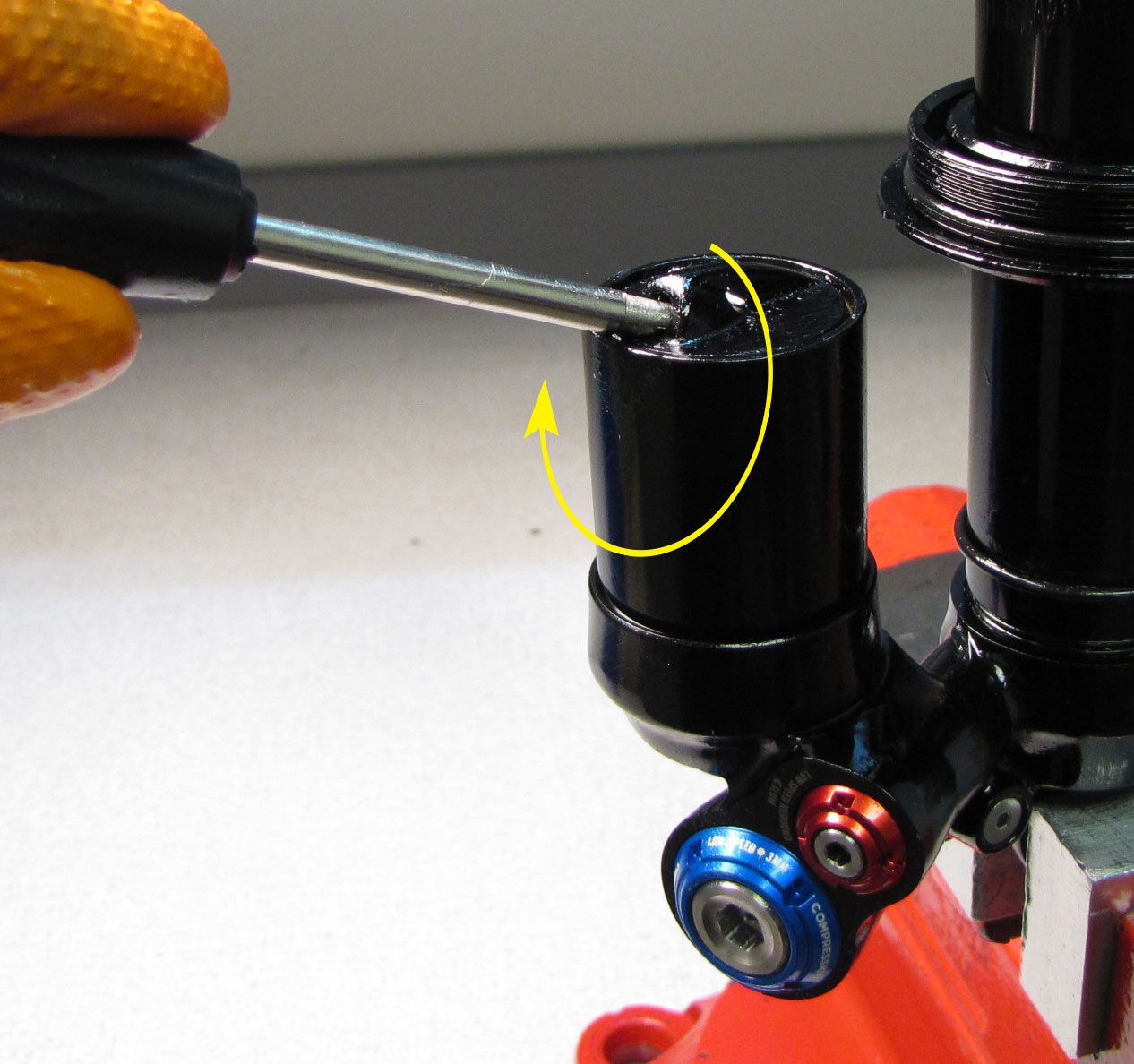
Use the IFP depth setting tool to remove the IFP by engaging the protrusion of the IFP with the tool then turning the tool 90 degrees. Lift up on the tool to remove the IFP from the reservoir.



Step 18
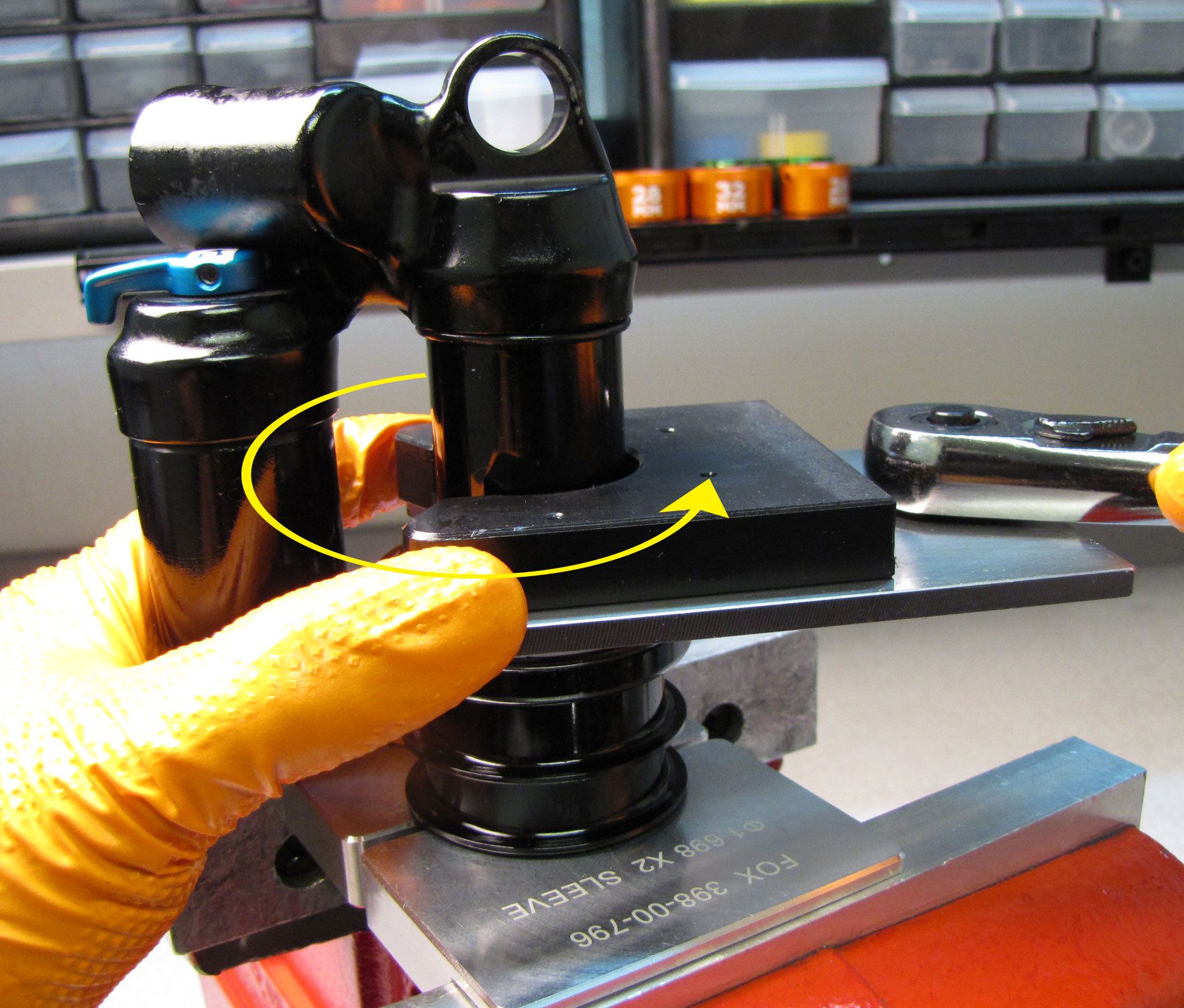
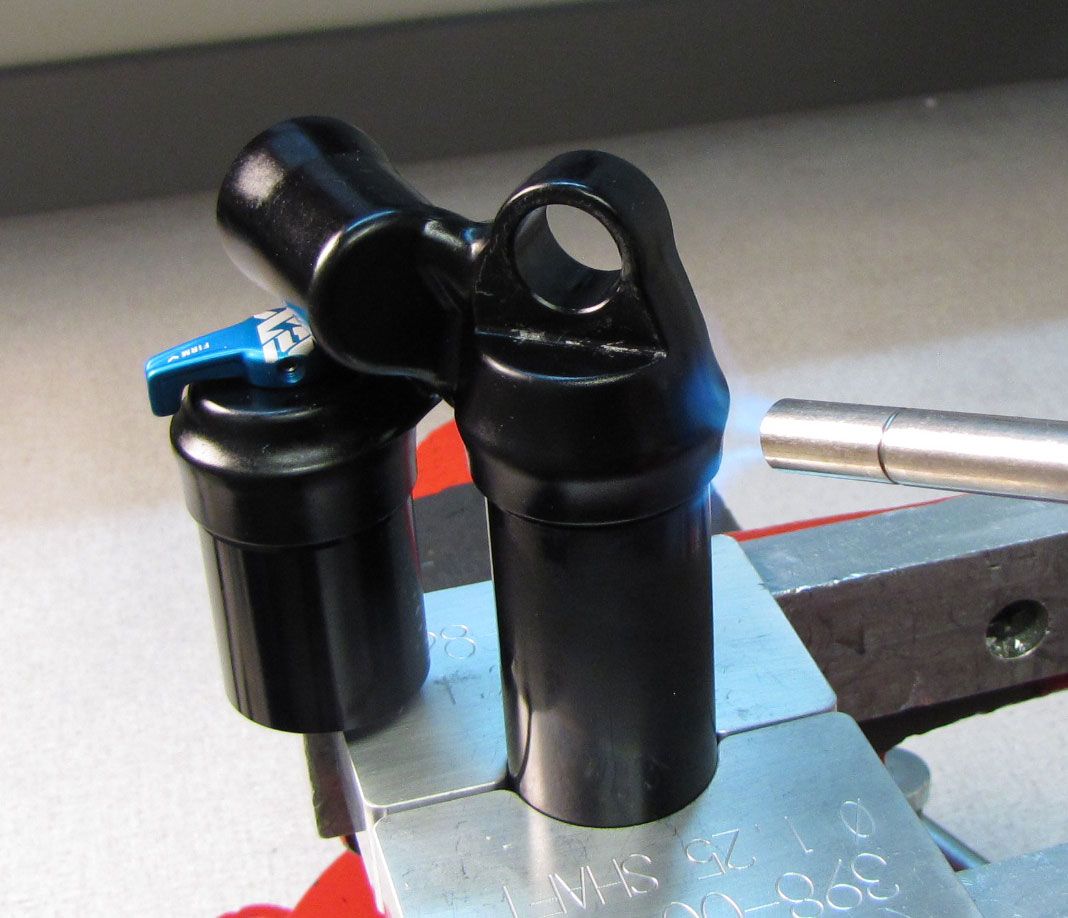
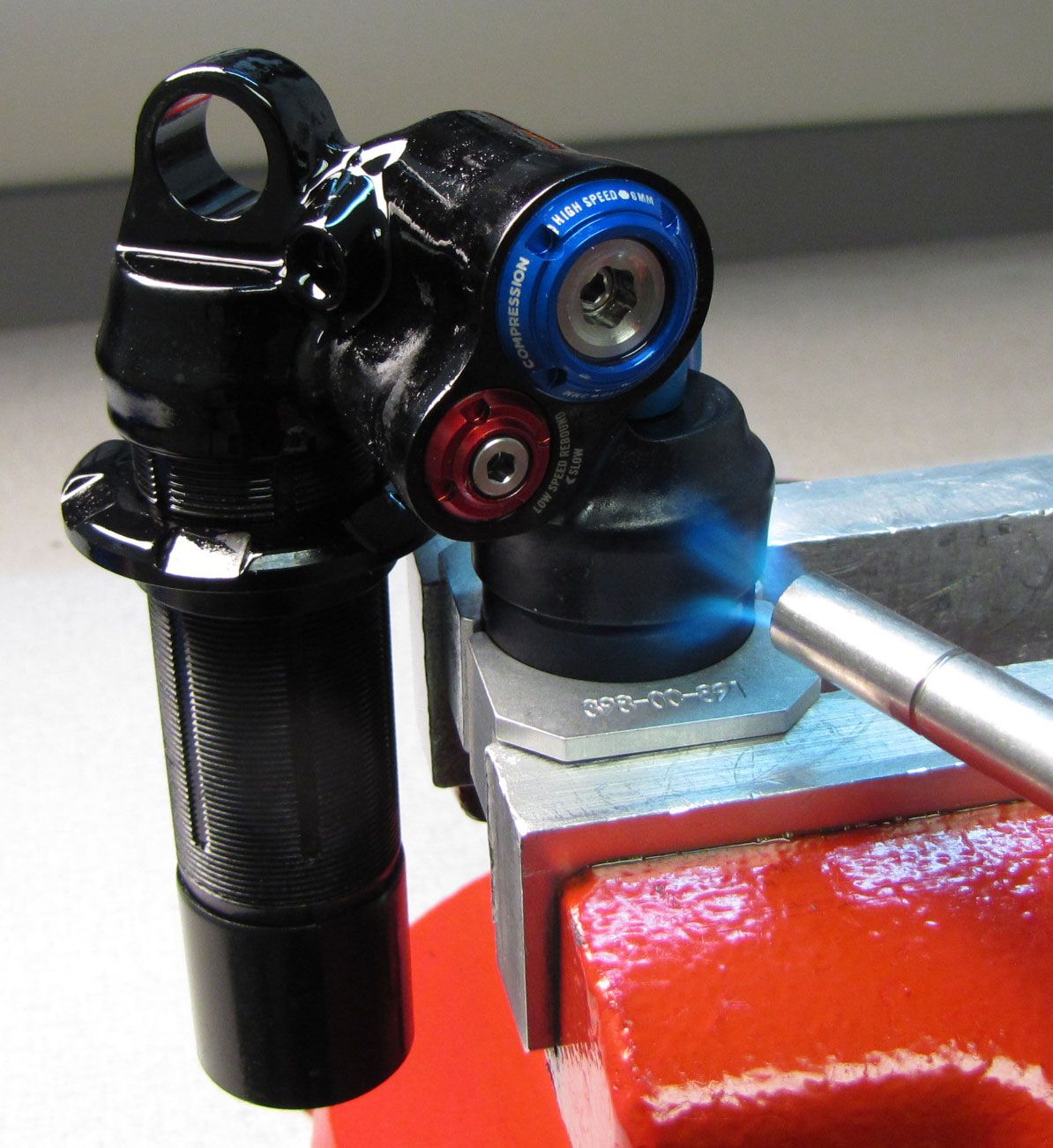
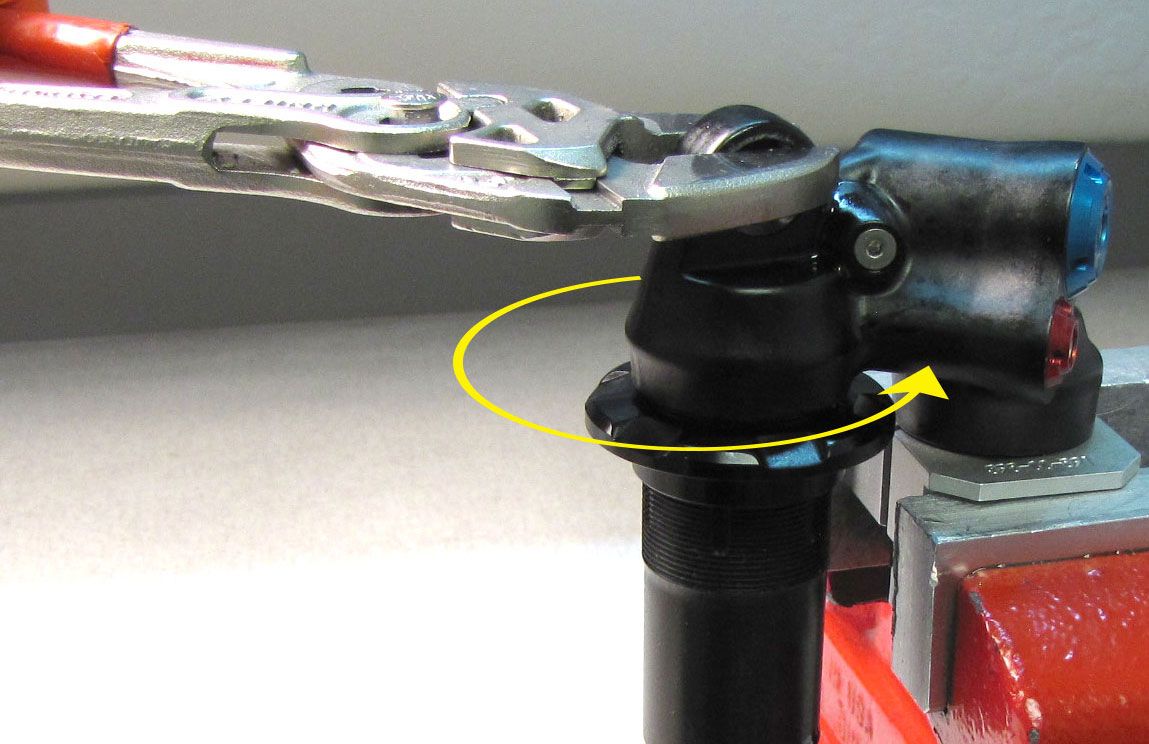
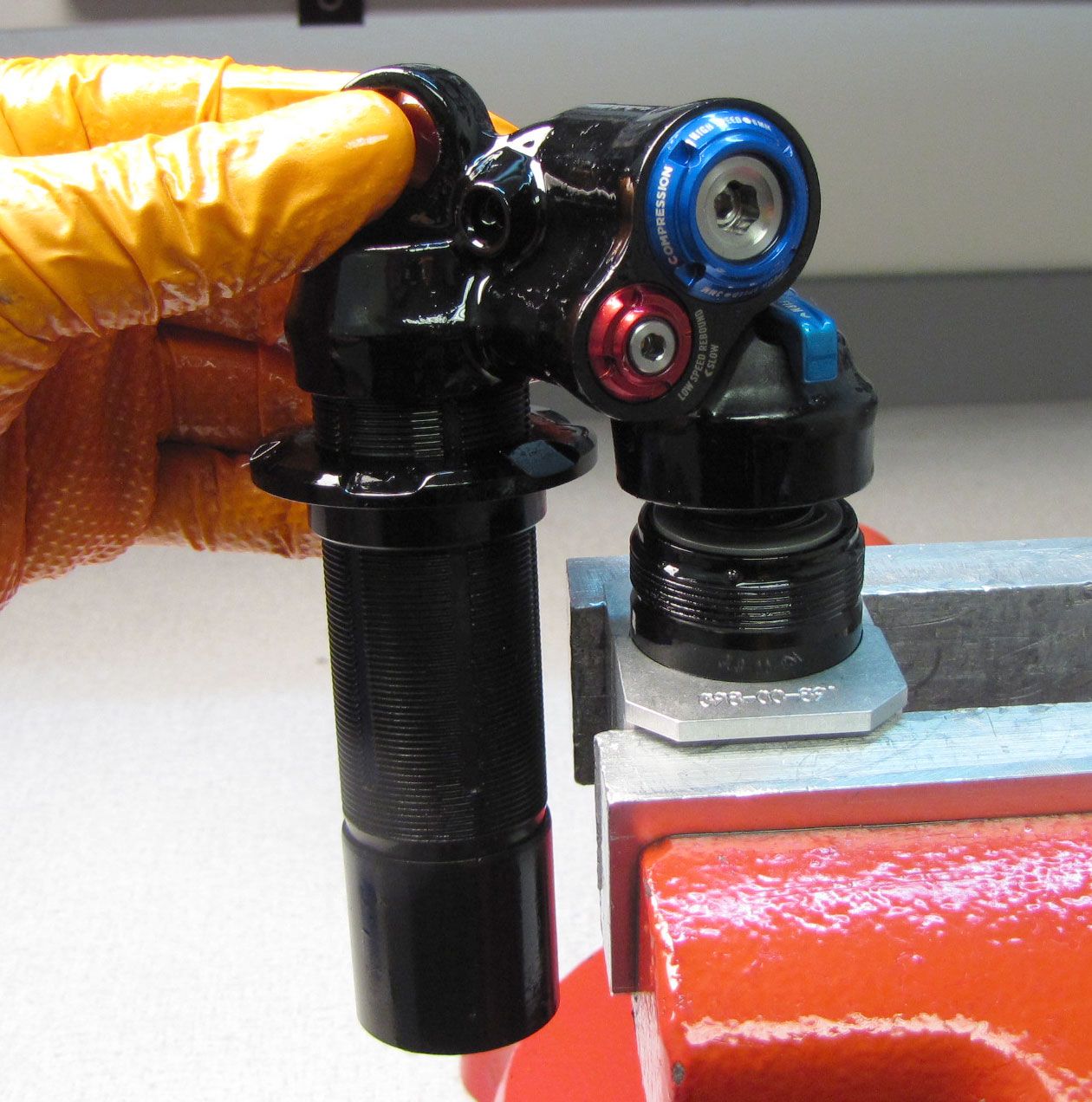
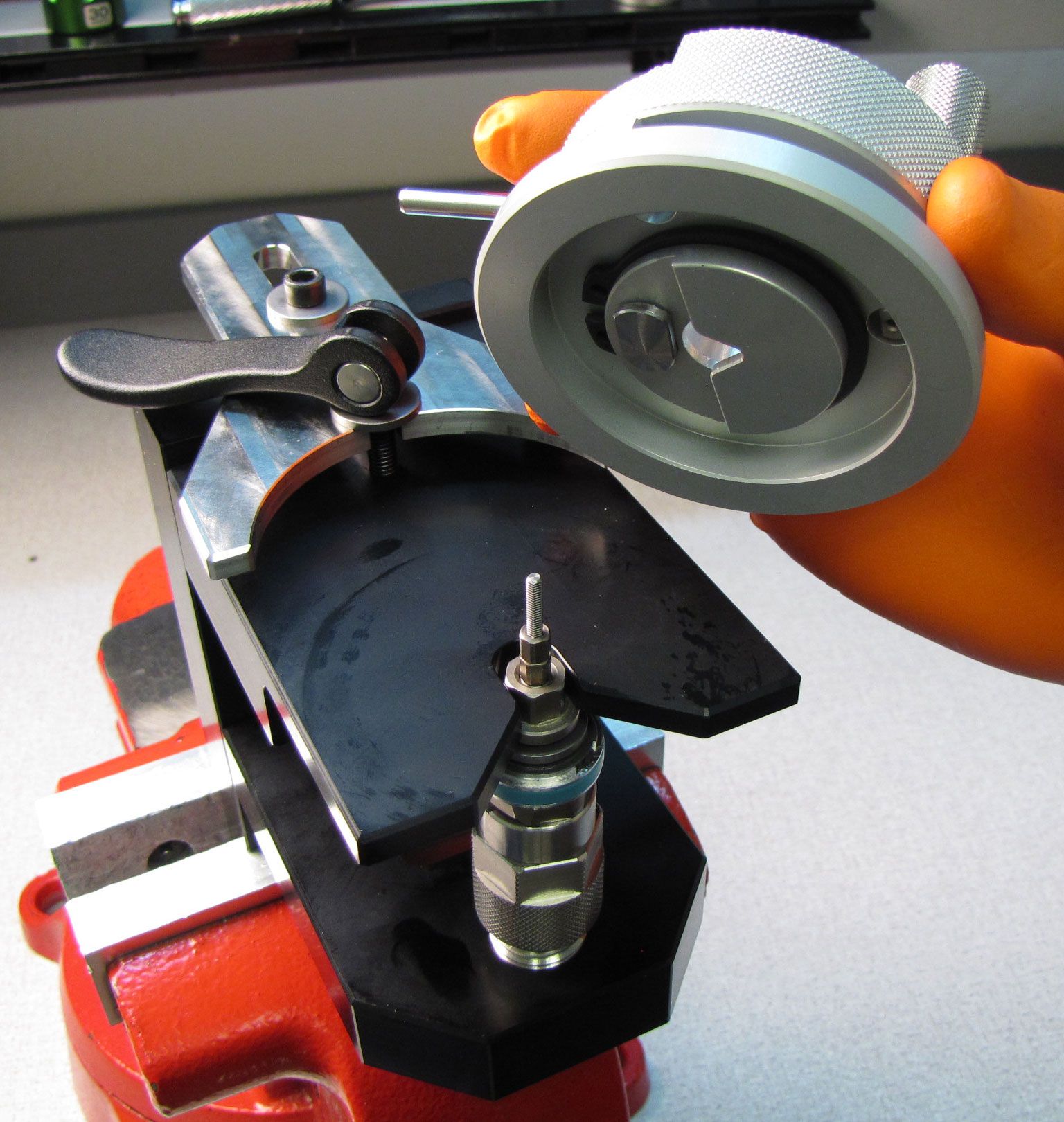
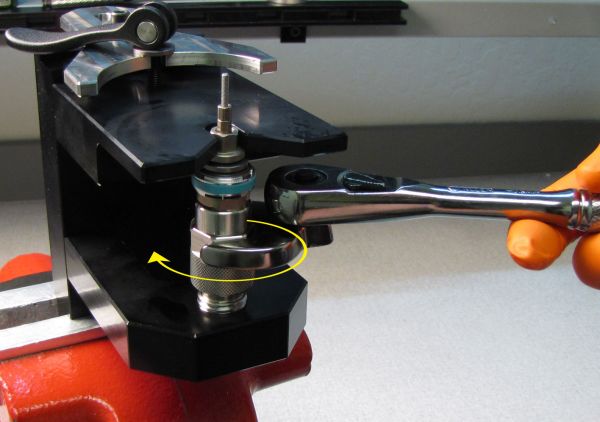
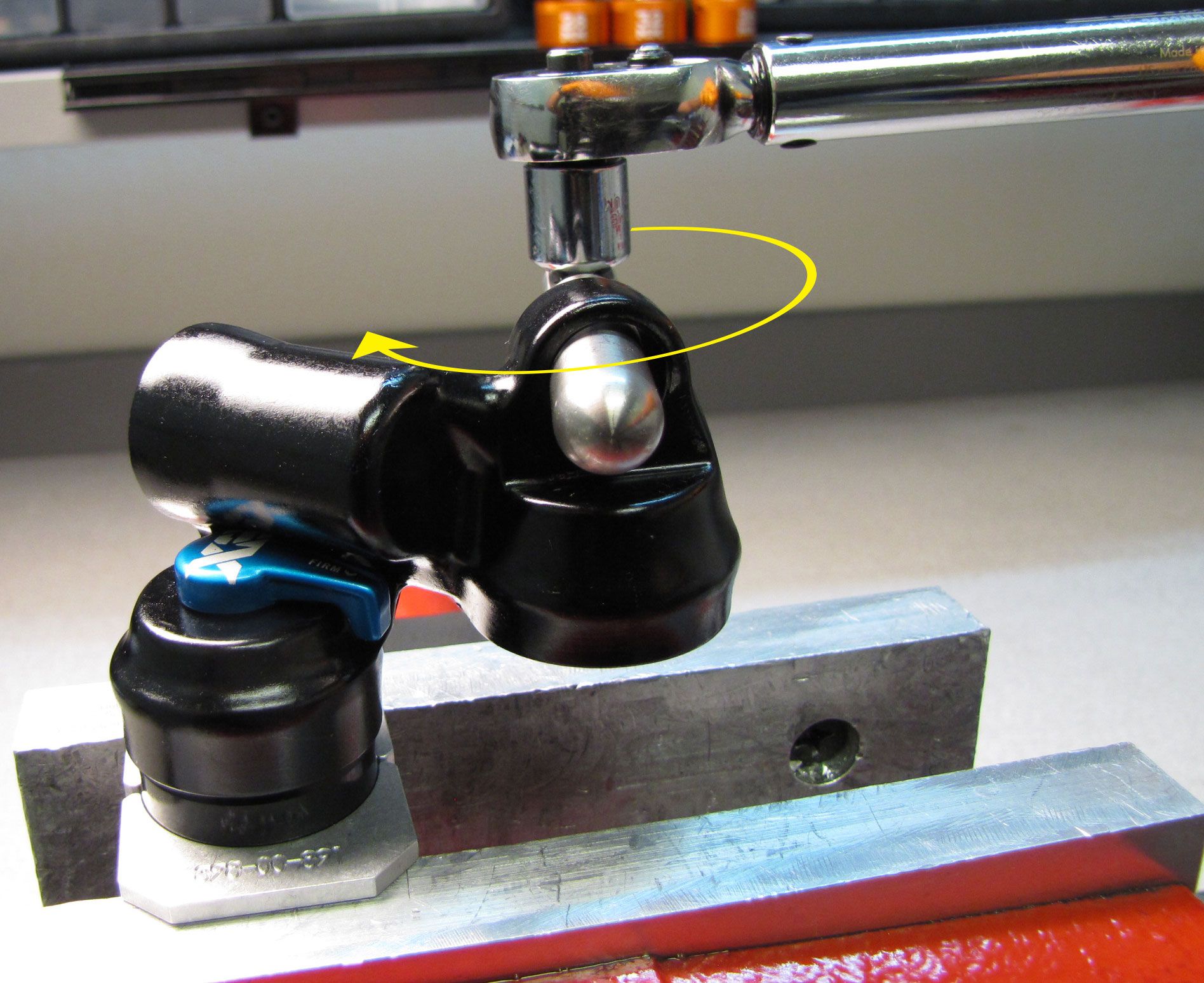
Clamp the Reservoir in the 2021 X2 Resi shaft clamps (PN: 803-01-545) then heat the reservoir area to break down the Loctite. Unthread the Reservoir counter-clockwise from the Eyelet. (Note: While a DHX2 is shown in images for this step, the procedure is identical for FLOAT X2 shock Resi removal).


Step 19
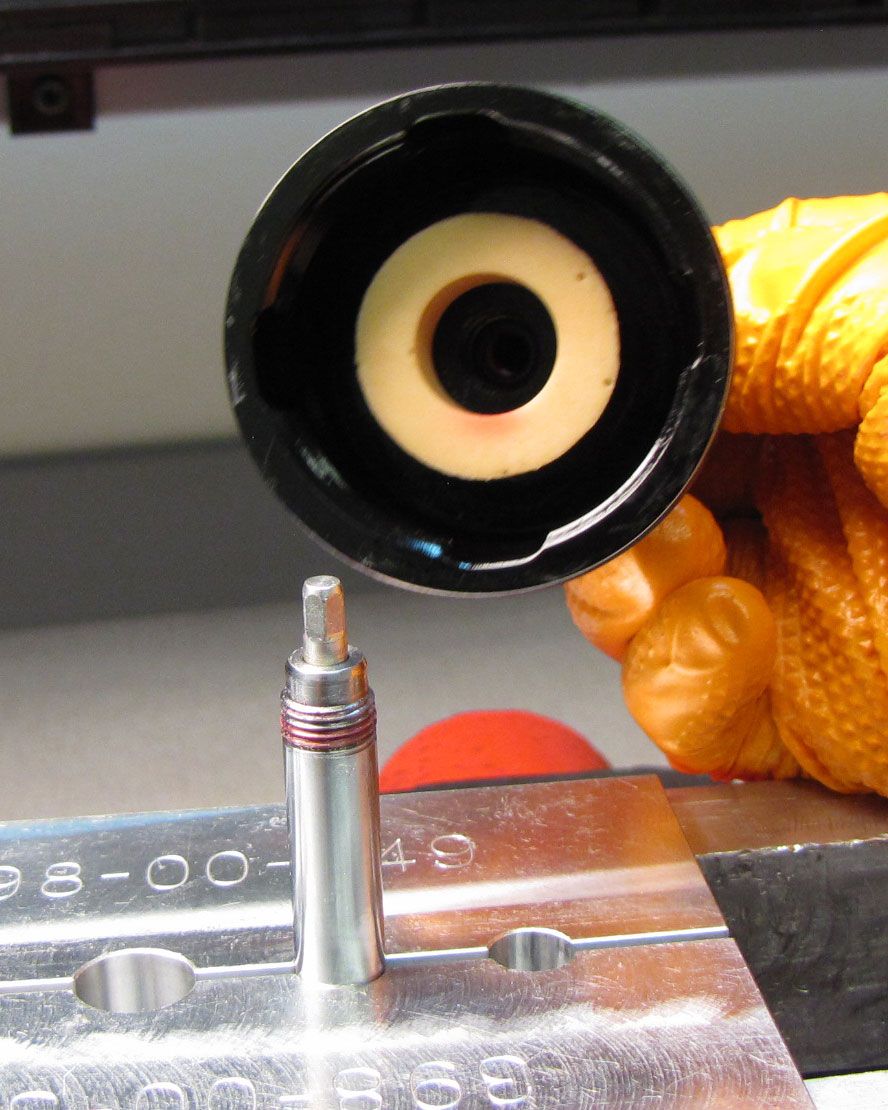
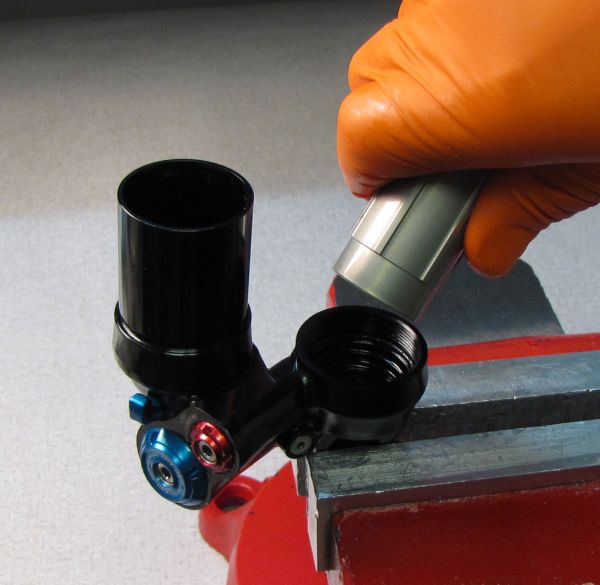
Remove the Resi Piston and other 2-Pos Adjuster parts from the Reservoir then set aside.




Step 20
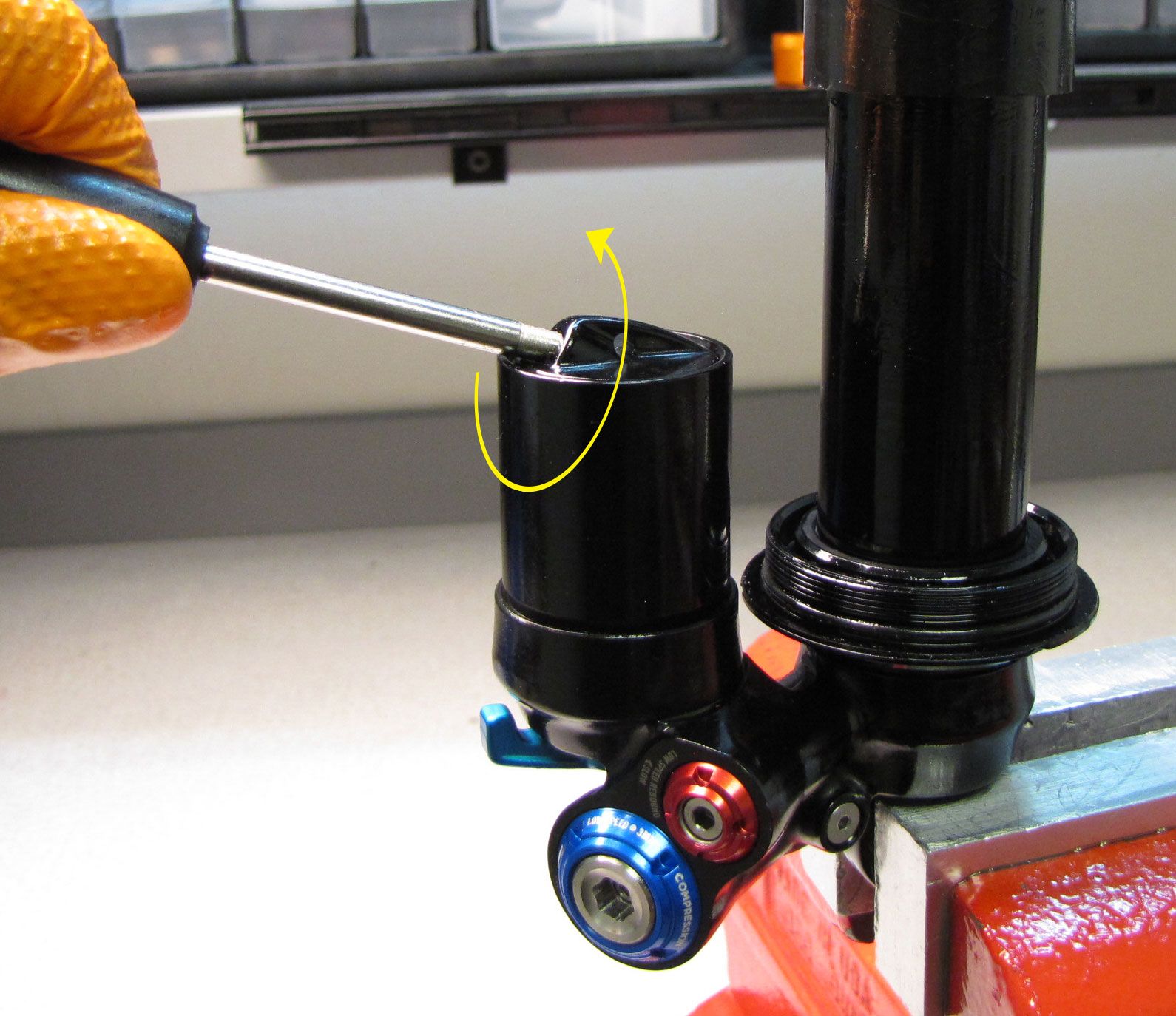
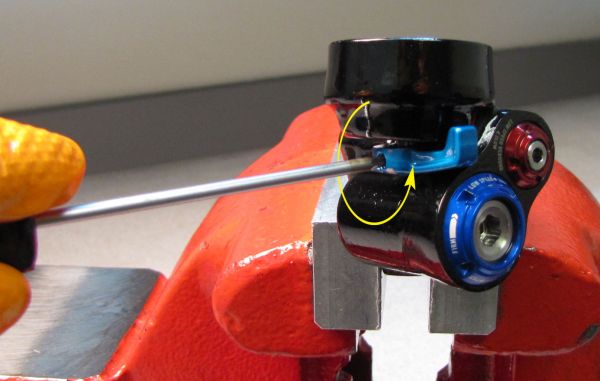
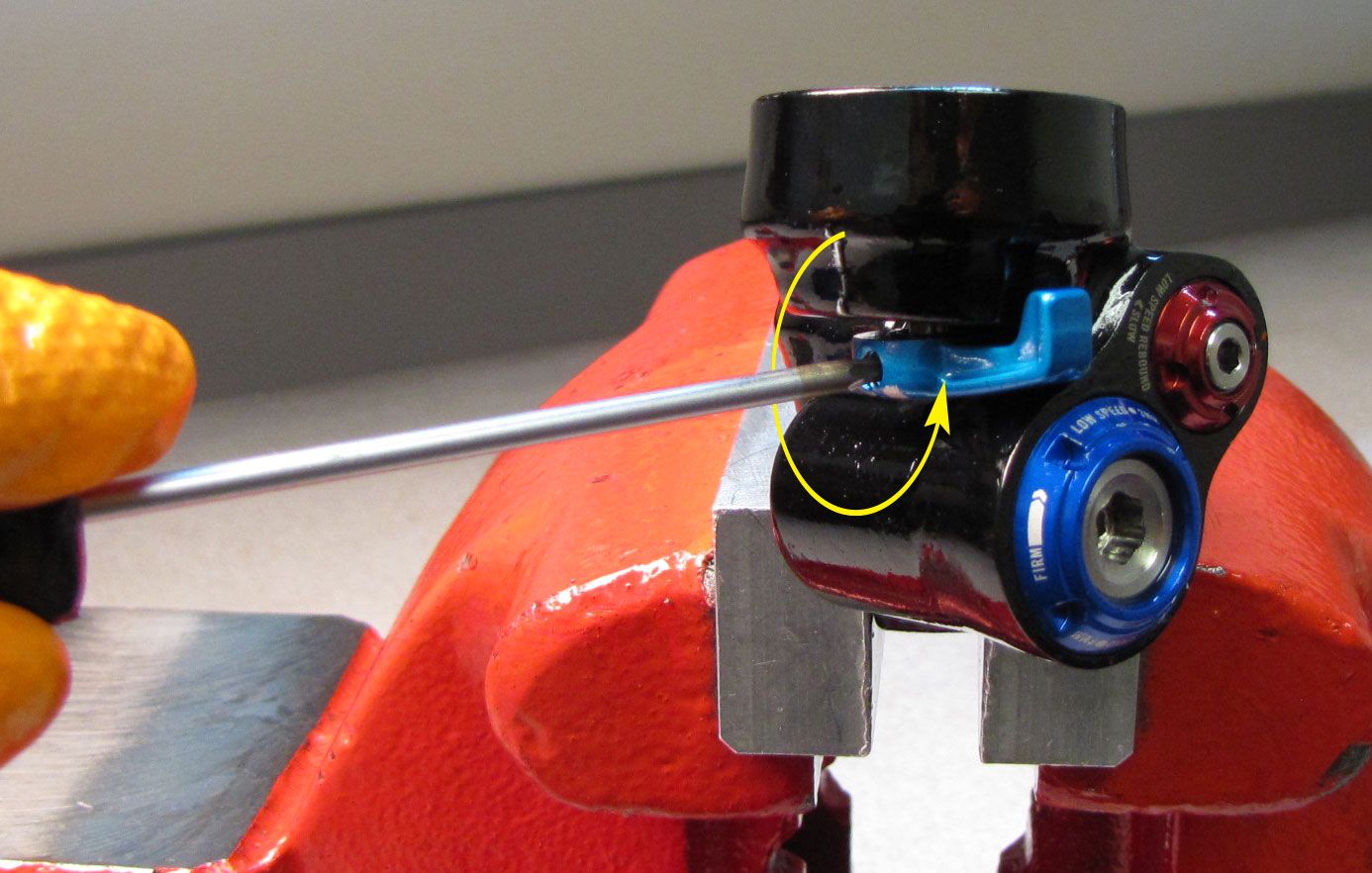
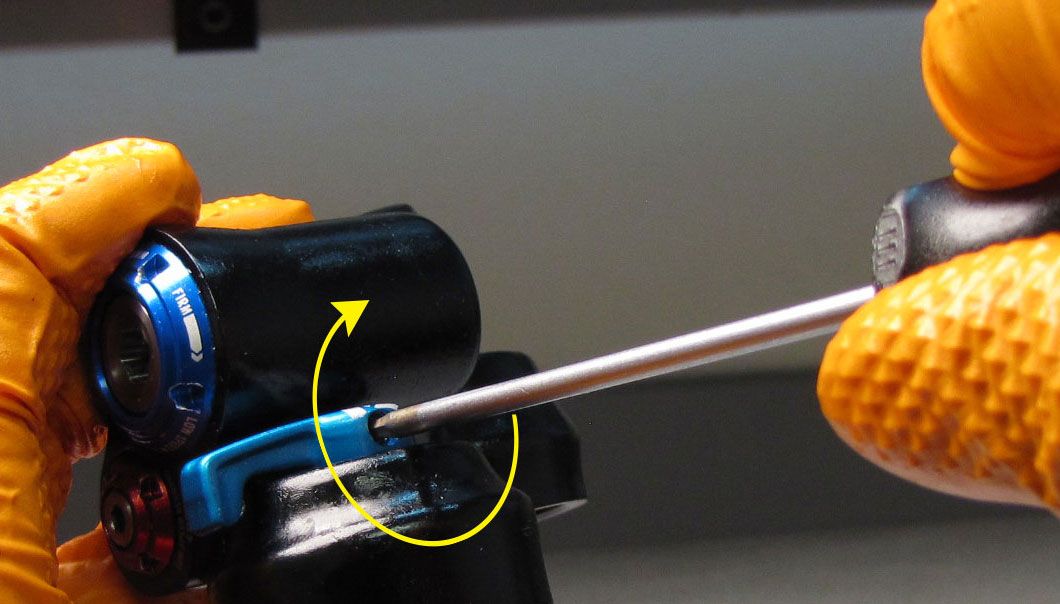
Unthread the set screw in the 2Pos lever by turning it counter-clockwise with a 2mm hex wrench. Remove the 2Pos from within the eyelet by pulling up while holding onto the 2Pos lever.


Step 21
Use a plastic pick to replace the three eyelet o-rings with new greased ones from the kit.




Step 22
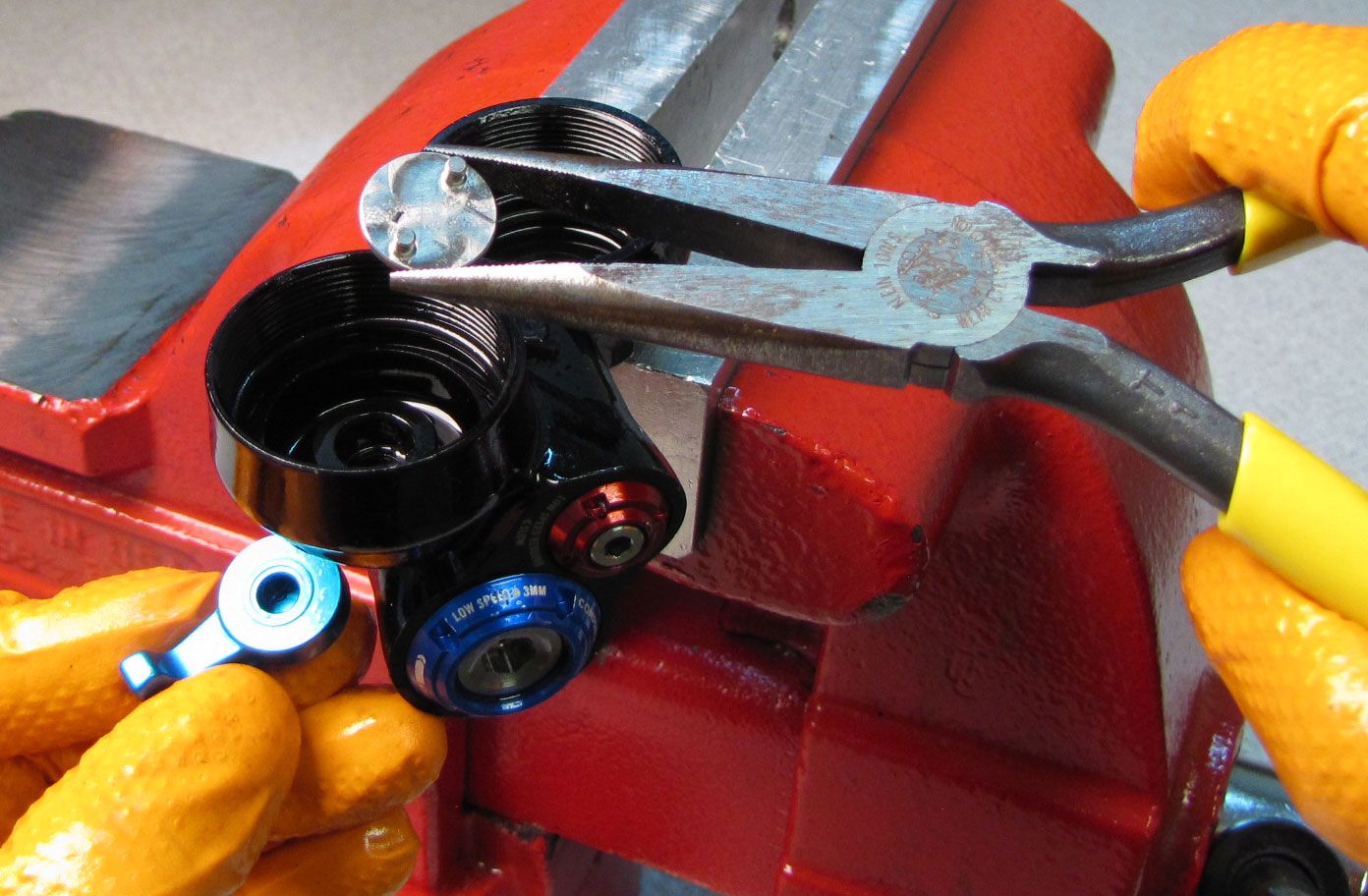
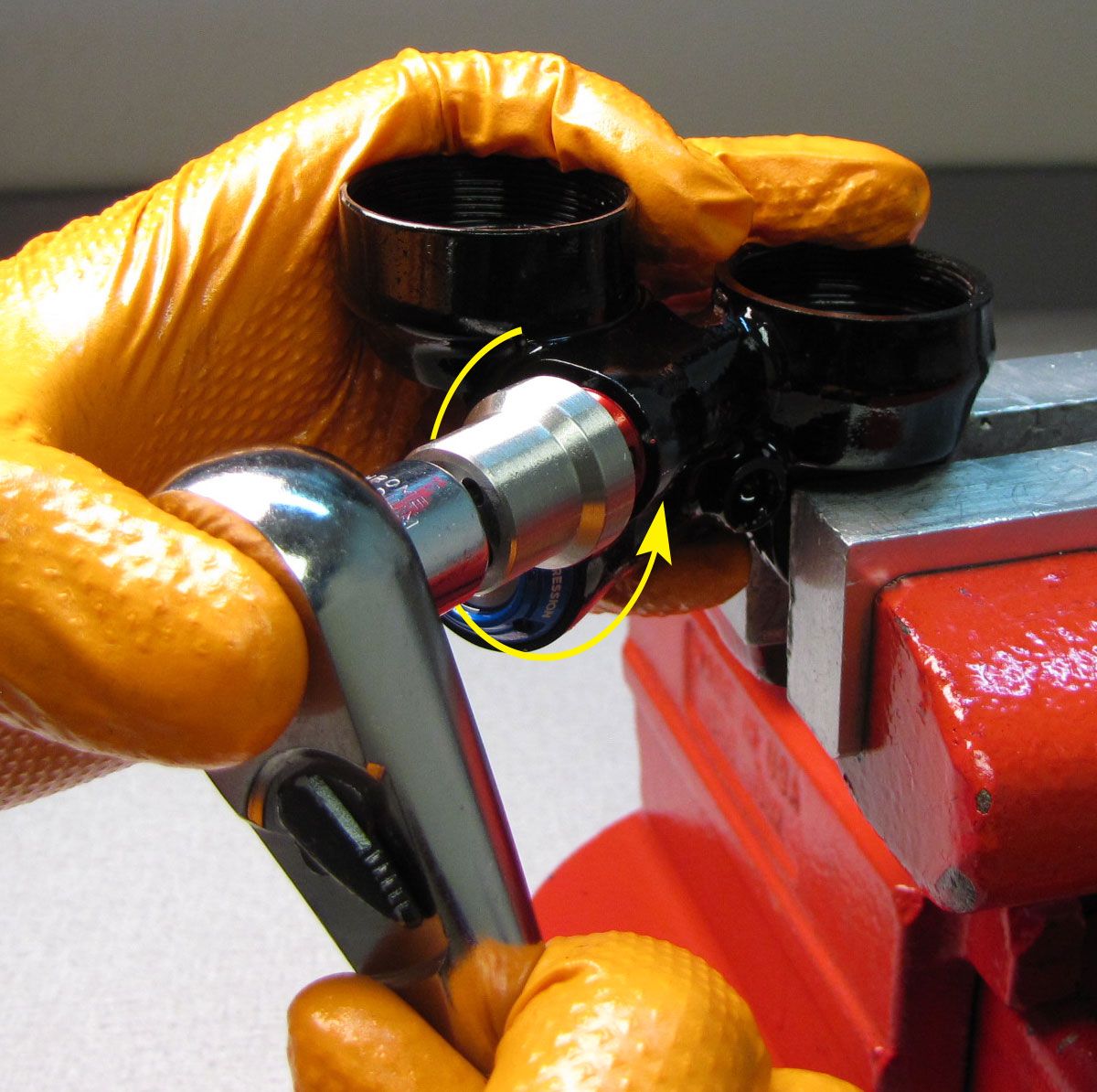
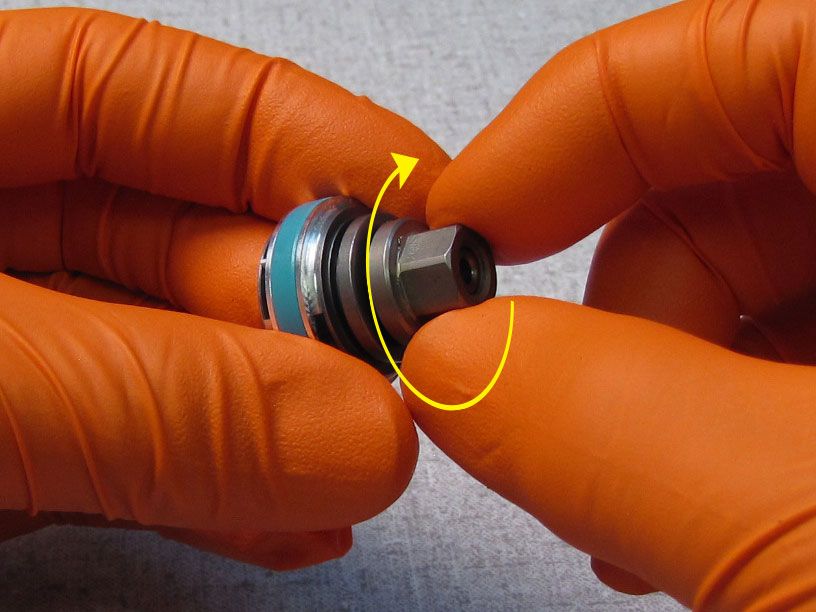
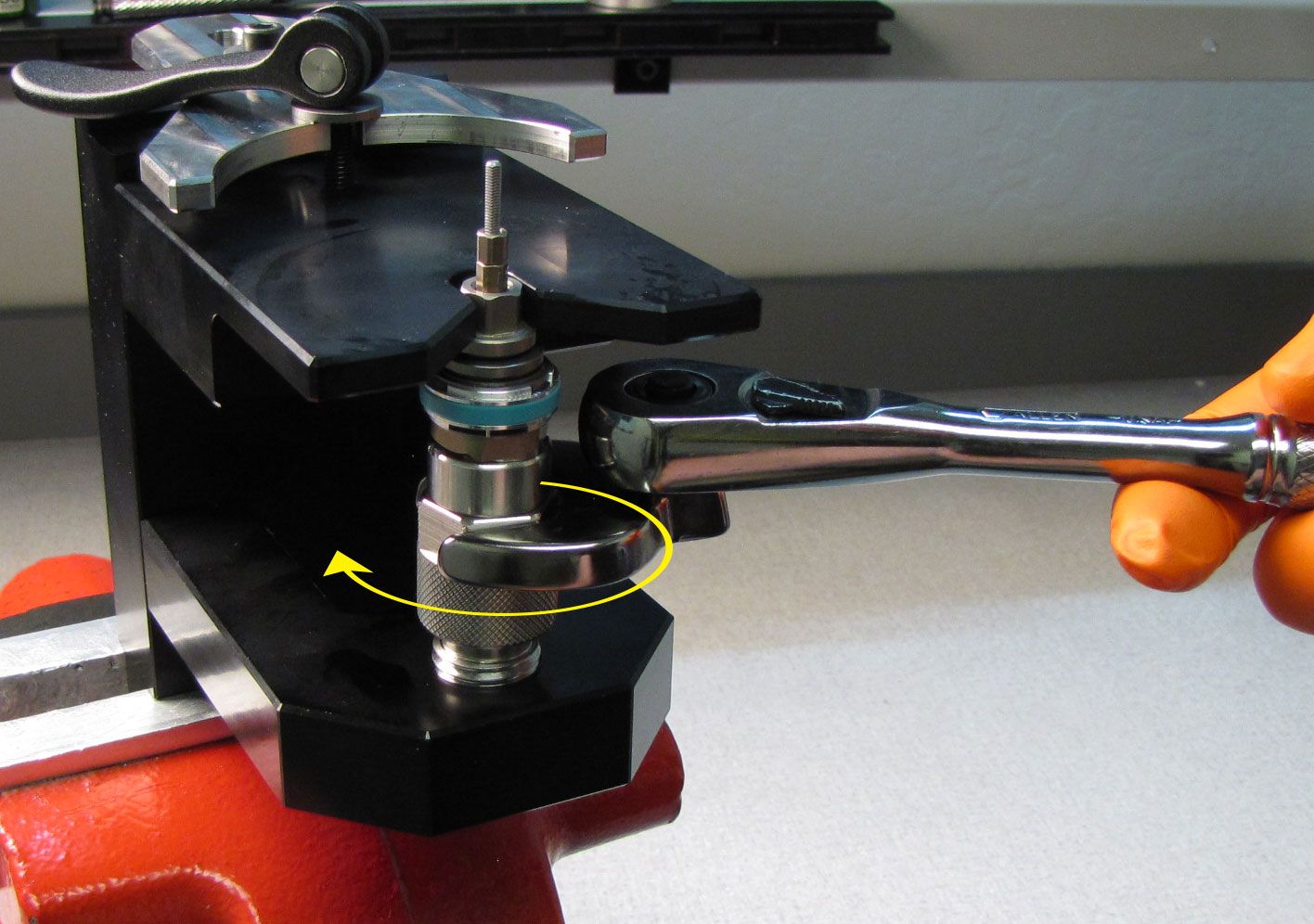
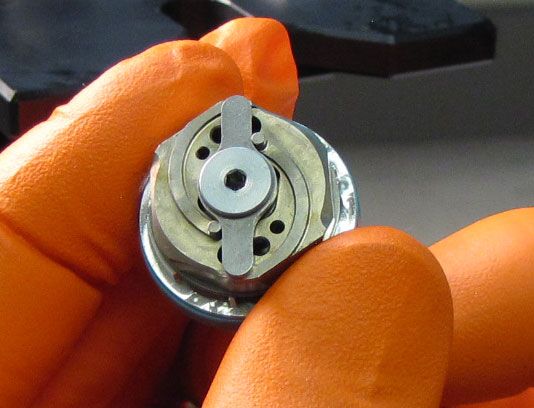
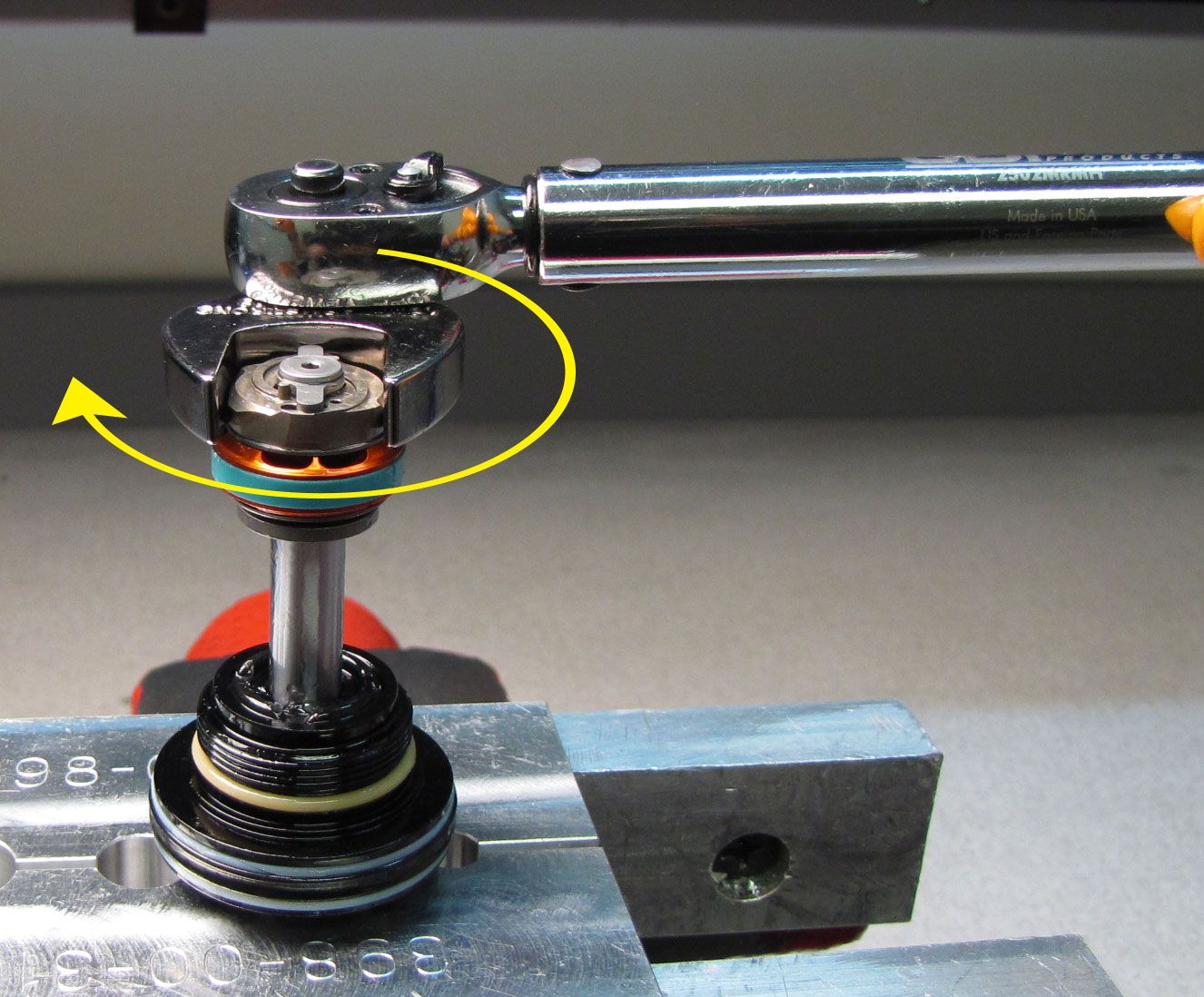
Use the Reb Base Valve 4-Pin Spanner (PN: 398-00-882) to unthread the LSR Cartridge counter-clockwise from the eyelet then set it aside.


Step 23
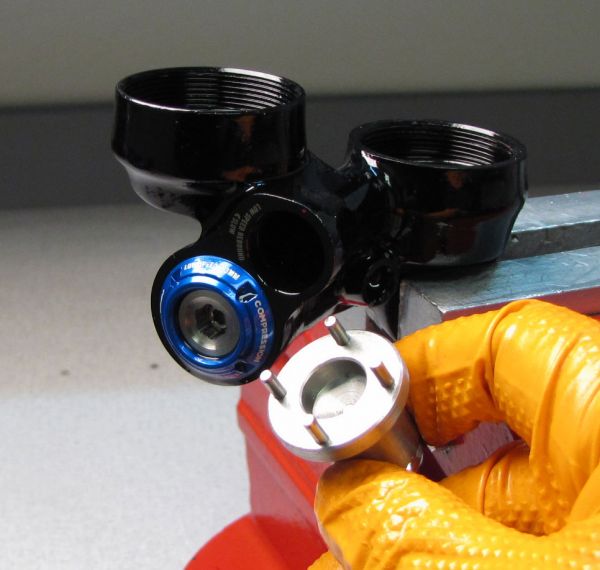
Use the Comp Base Valve 4-Pin Spanner (PN: 398-00-881) to unthread the Compression Base Valve counter-clockwise from the eyelet then set it aside.




Step 24
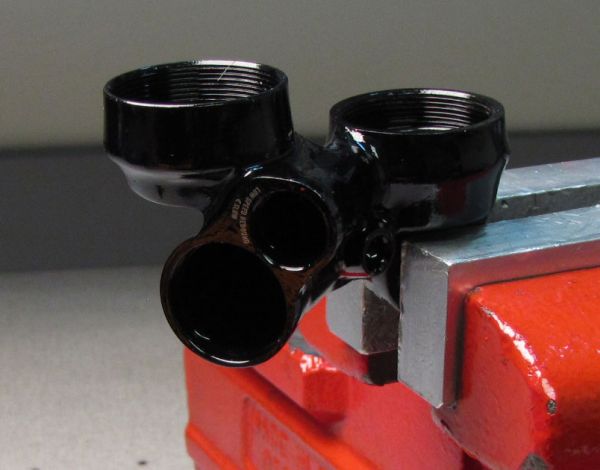
Clean the bare eyelet with Isopropyl alcohol and a lint-free paper towel.

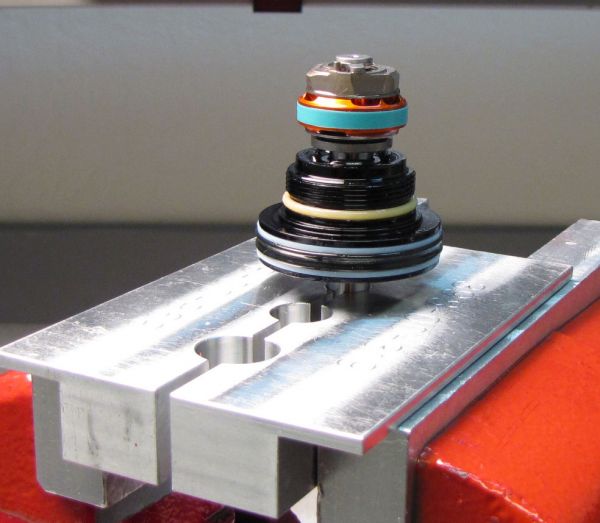
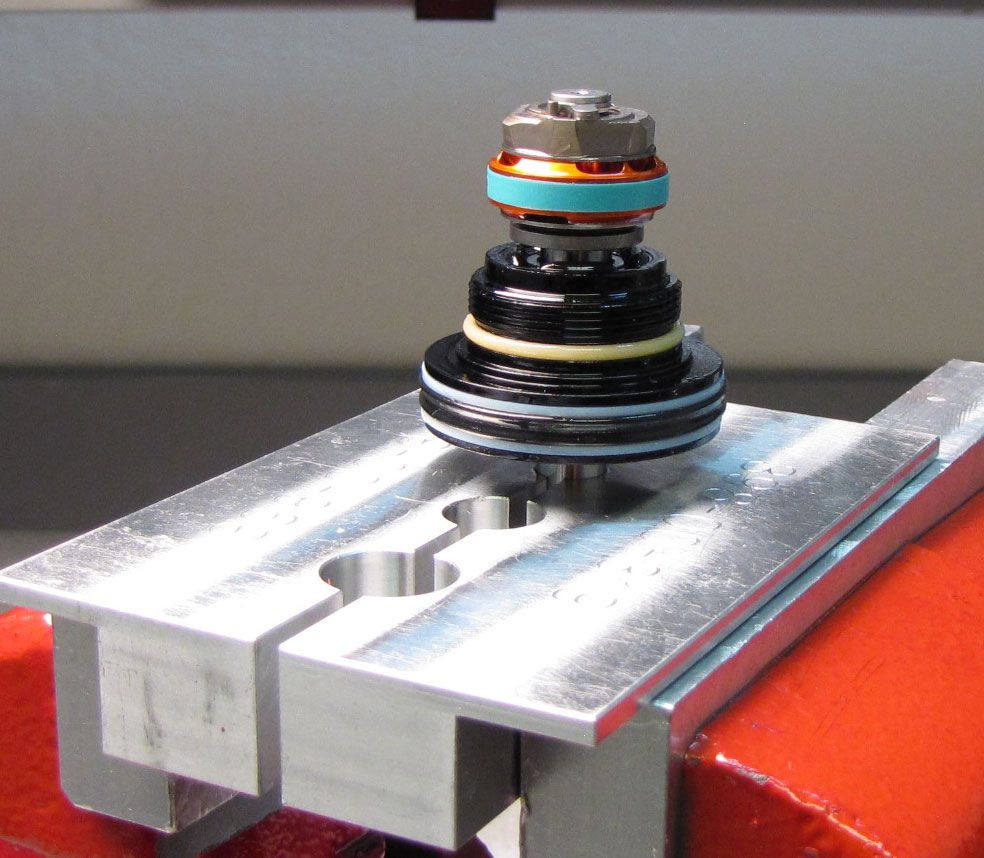
Step 25
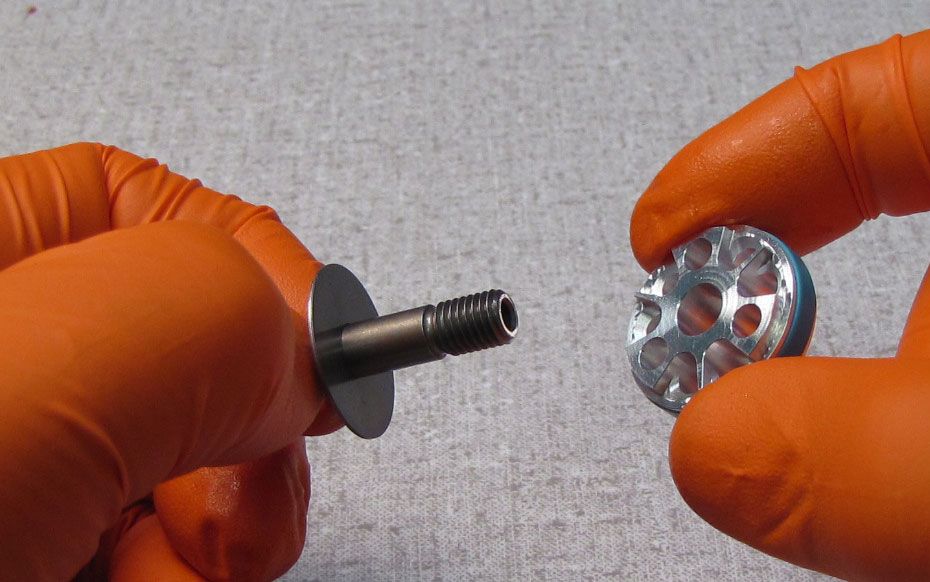
Clamp the 3/8" shaft in your shaft clamps (PN: 803-00-805) then unthread the Main Piston Assembly from the shaft by turning the HSR VVC Plate counter-clockwise with a 19mm wrench. Set aside the VVC Assembly. Remove the Bearing Assembly by pulling it up off of the shaft. (Note: Orange Prototype Piston shown, production versions will be black or clear anodized).





Step 26
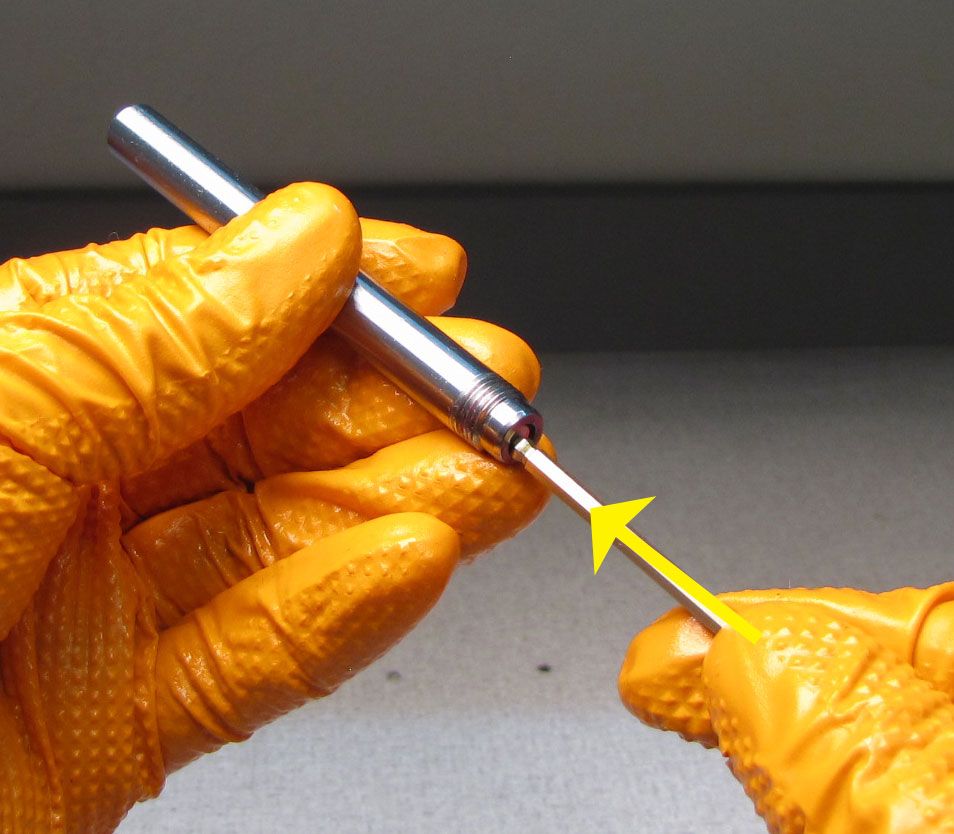
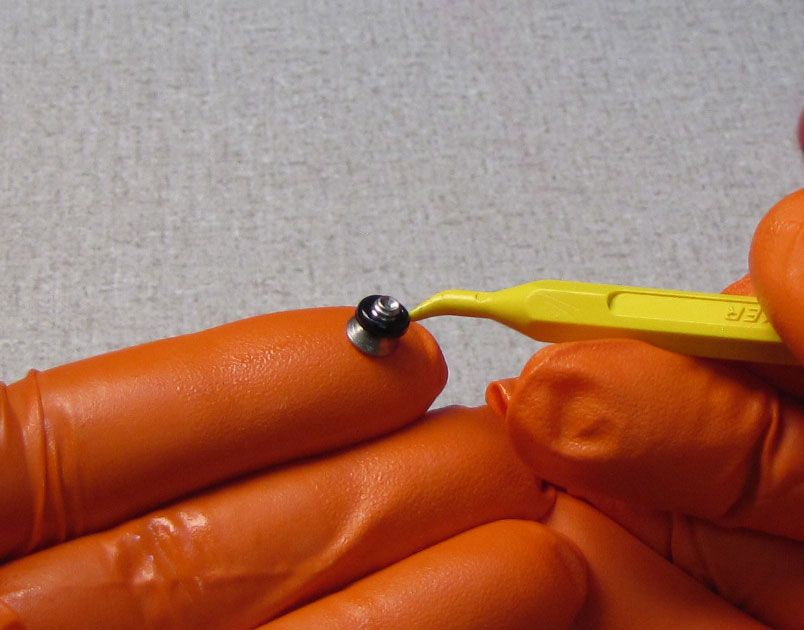
Push the HSR Inner Shaft out from the Shaft. Replace the o-ring within the Shaft with a new greased one from the kit.


NOTE: The Main Piston VVC system only needs to be disassembled and rebuilt if changing Main Piston Valving. You may skip to Reassembly if you are not changing Main Piston Valving.
Main Piston VVC Rebuild

Step 1
Remove the Topout Plate and Compression Valving from the Main Piston. Remove the Piston followed by the Rebound Valving. Set all valving aside and inspect for damage.







Step 2
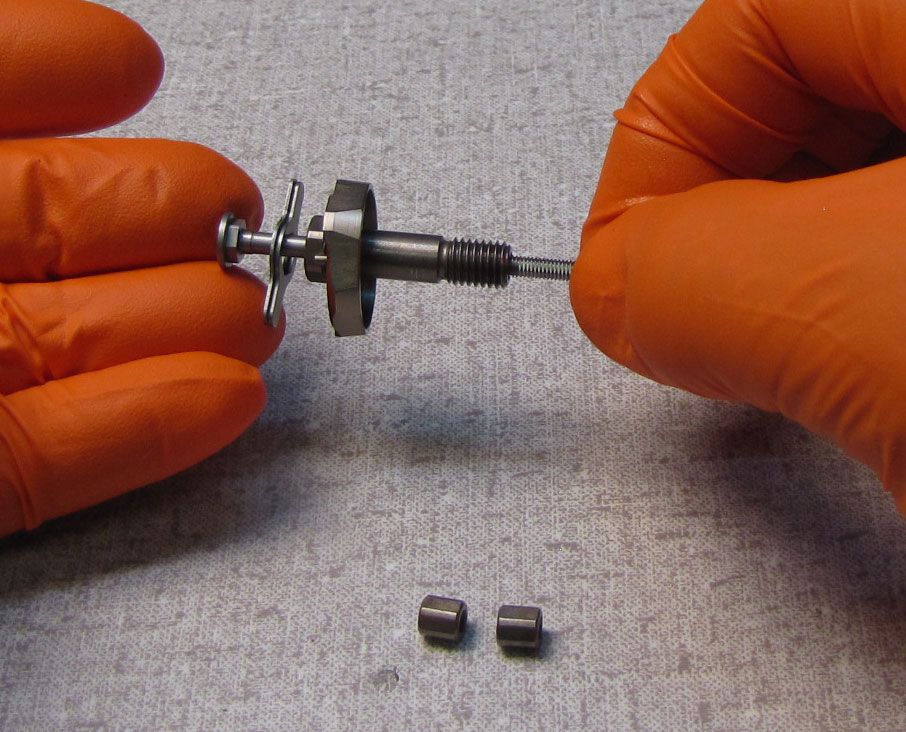
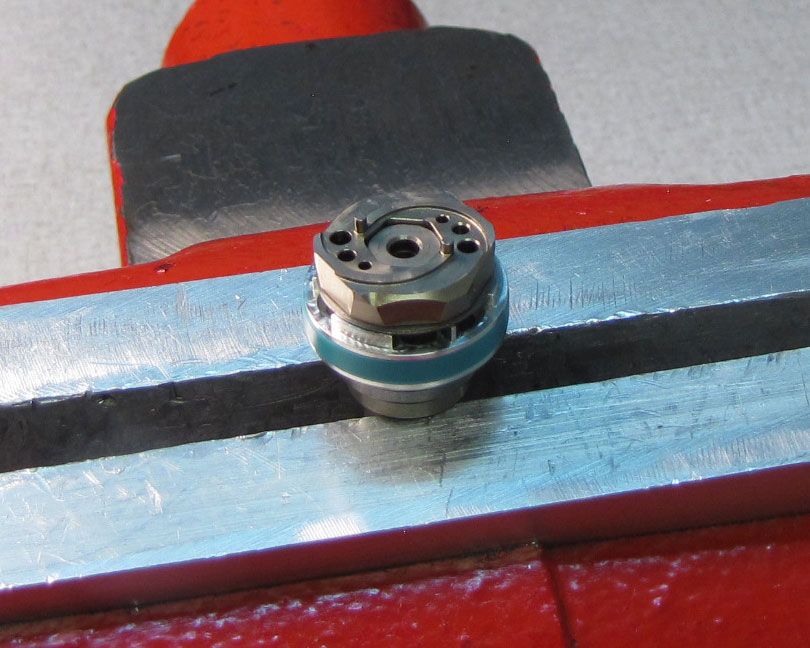
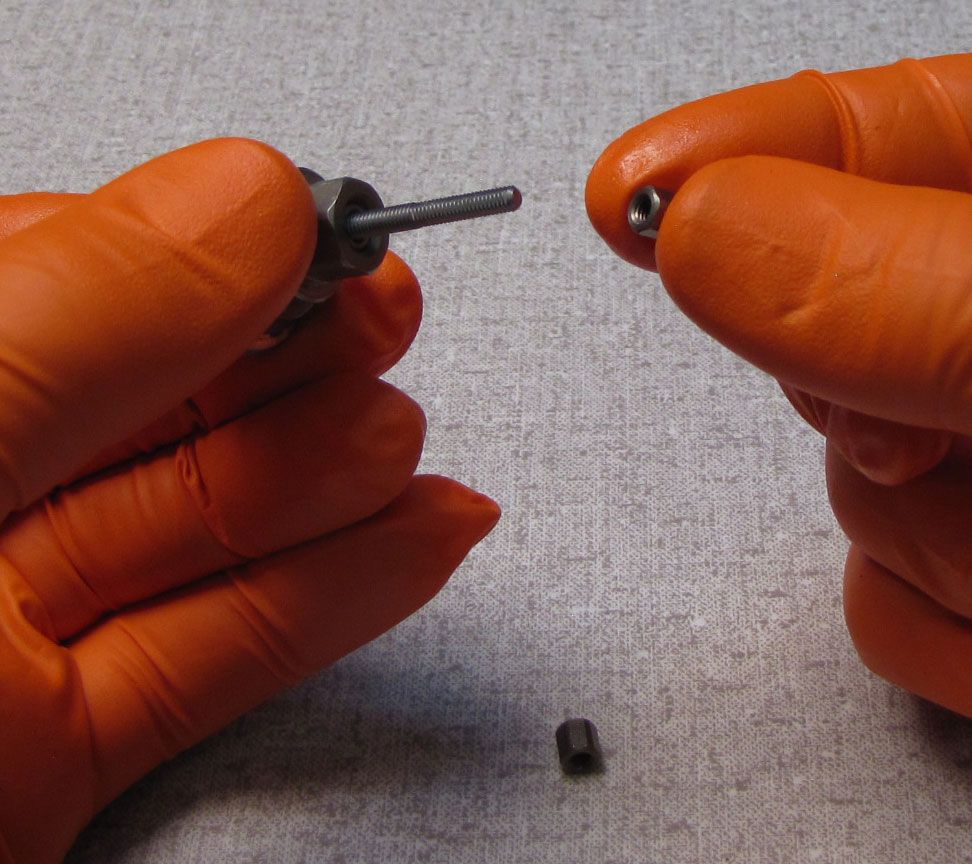
Hold the 5mm nut closest to the HSR plate from turning while you unthread the other 5mm nut counter-clockwise with a 5mm deep socket. Remove both nuts and set aside.




Step 3
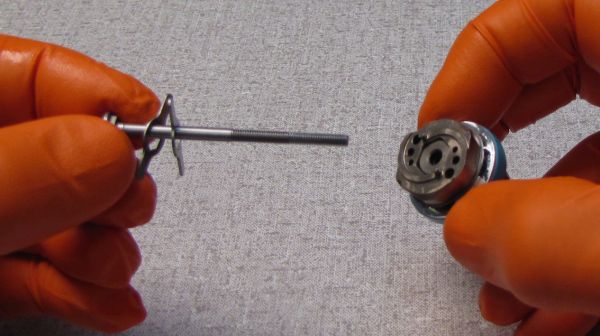
Remove the HSR Adjuster with Leaf Springs out of the Piston Bolt.


Step 4
Install your desired Rebound Valving onto the Piston Bolt followed by the Piston as shown. Make sure to install the Piston so the side with the three round ports is facing the Rebound Valving. Install your desired Compression Valving and Topout Plate onto the Piston Bolt.





Step 5
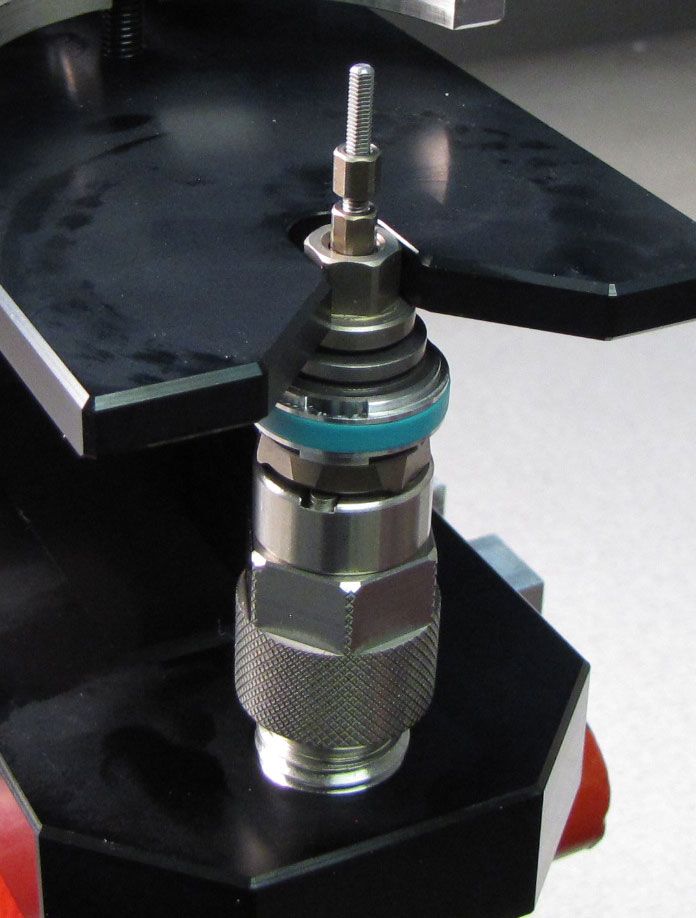
Install the Shaft Simulator provided with the 803-01-578 VVC Assembly Tool by threading it onto the Piston Bolt clockwise by hand. Clamp the Shaft Simulator in your soft jawed vise. Reinstall the HSR plate onto the Piston Bolt making sure to engage the hex feature. Use a 19mm socket to tighten the Piston Bolt to the Shaft Simulator, turning clockwise to 80 in-lb (9.0 Nm) torque.



Step 6
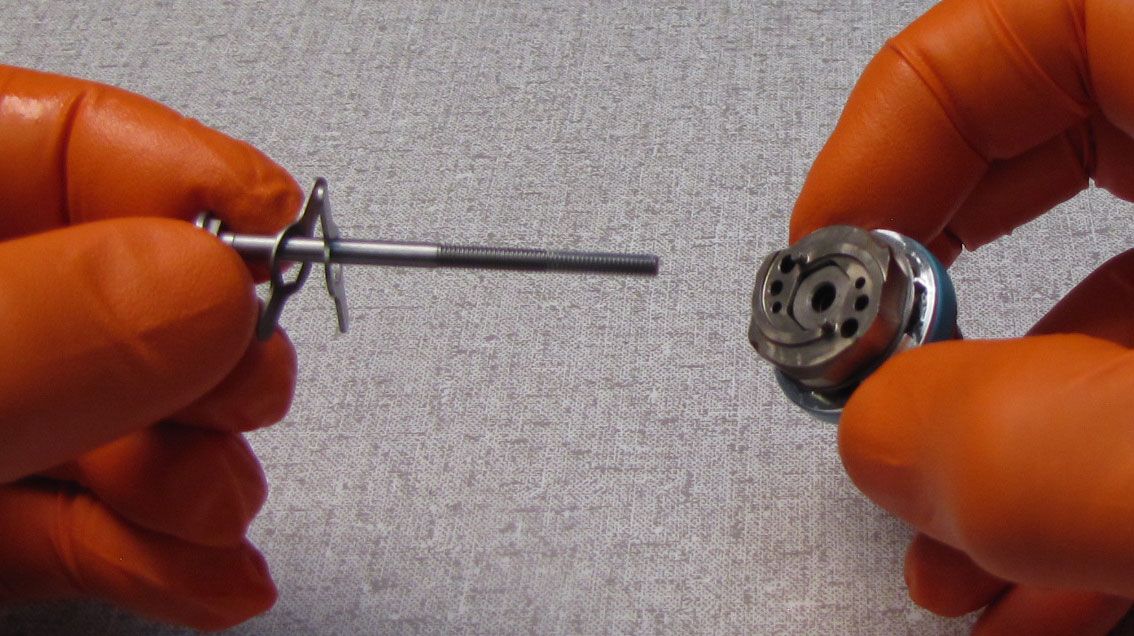
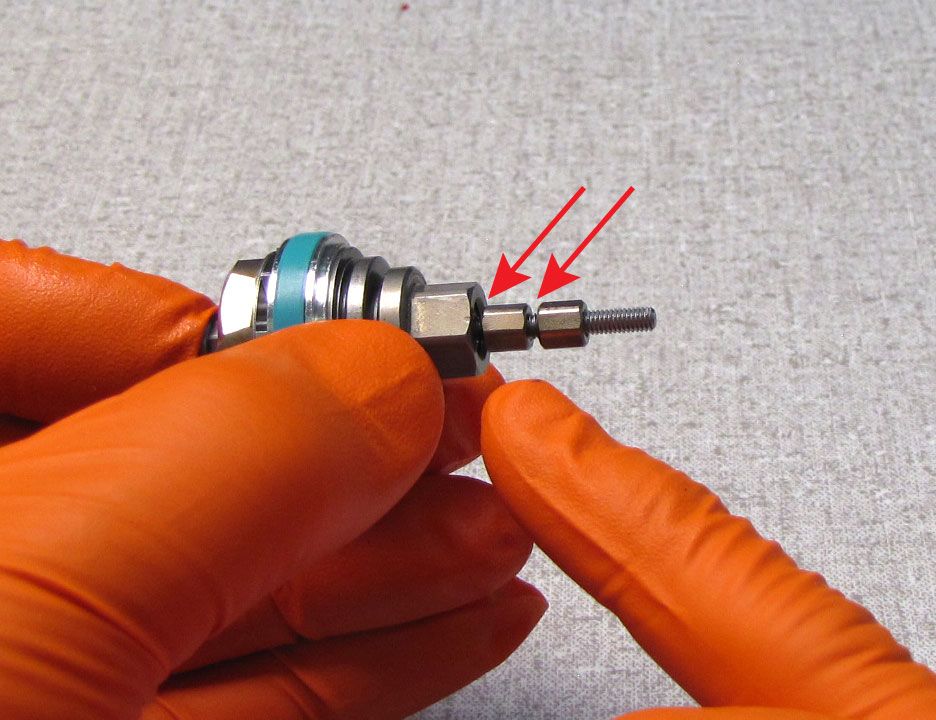
Reinstall the HSR Adjuster with Leaf Springs into the Piston Bolt through the HSR Plate as shown. Make sure that the hex of the HSR Adjuster is mated with the hex feature on both Leaf Springs. Make sure that the thicker of the two Leaf Springs is positioned closest to the HSR Plate. Thread the two 5mm nuts onto the HSR Adjuster leaving space between each nut as well as between the first nut and the end of the Piston Bolt as highlighted by the red arrows.
Step 7
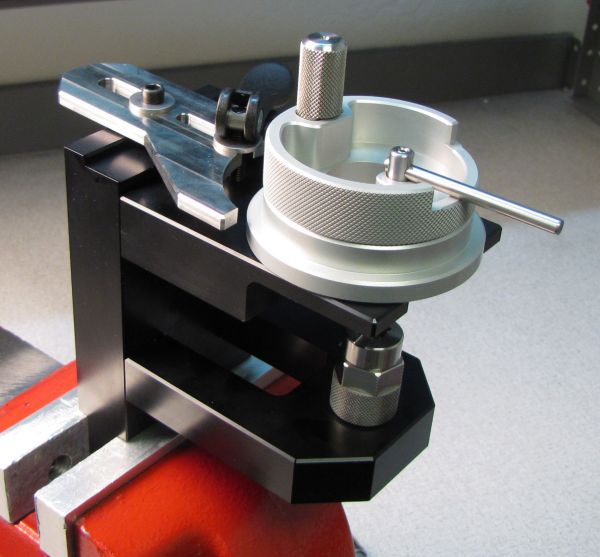
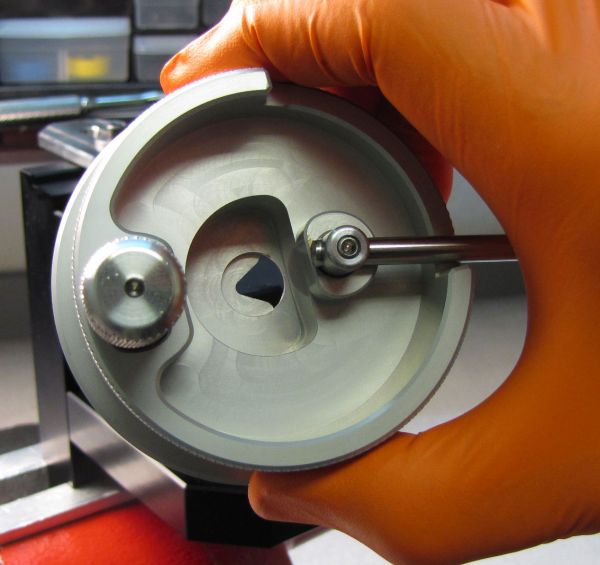
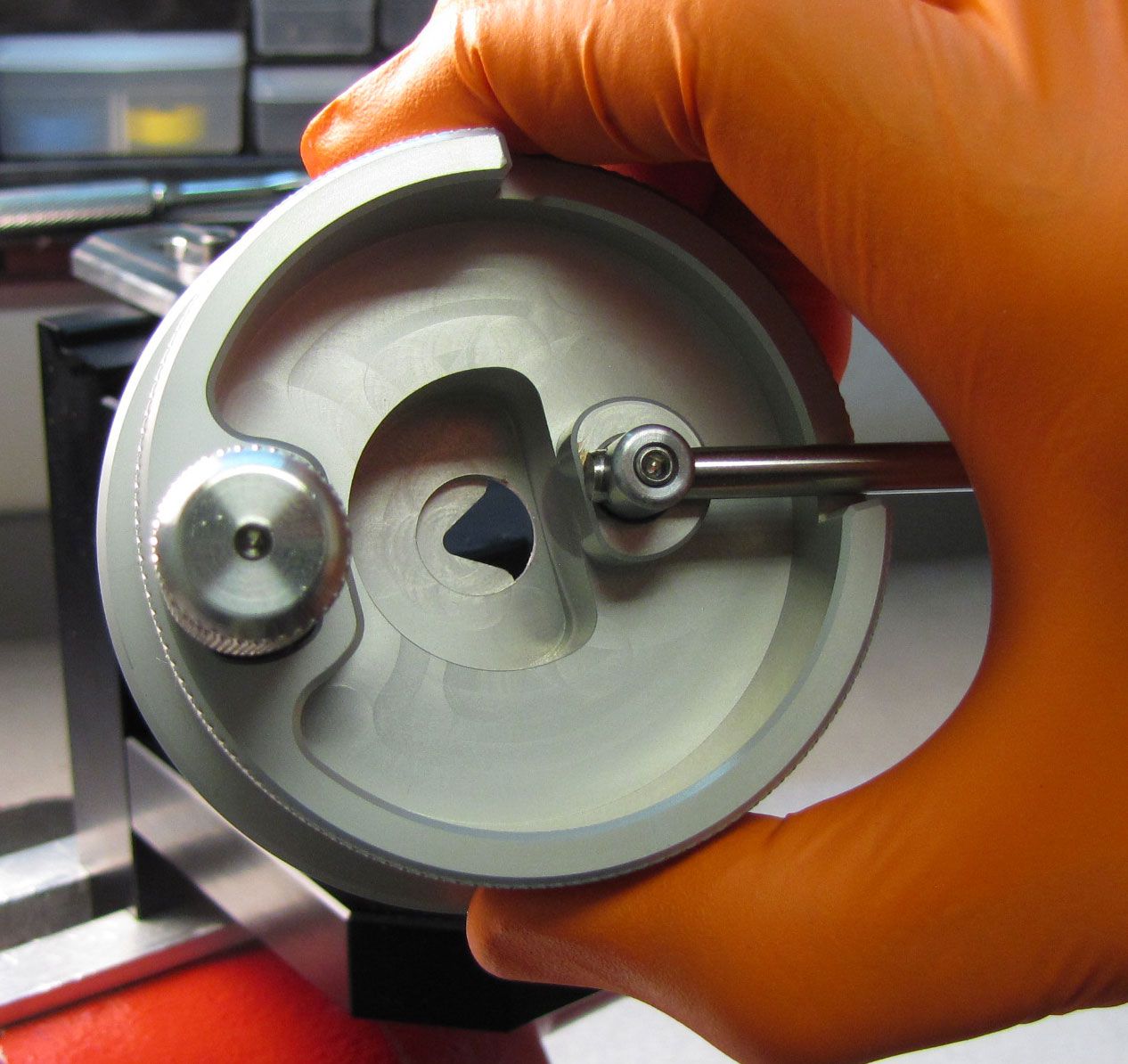
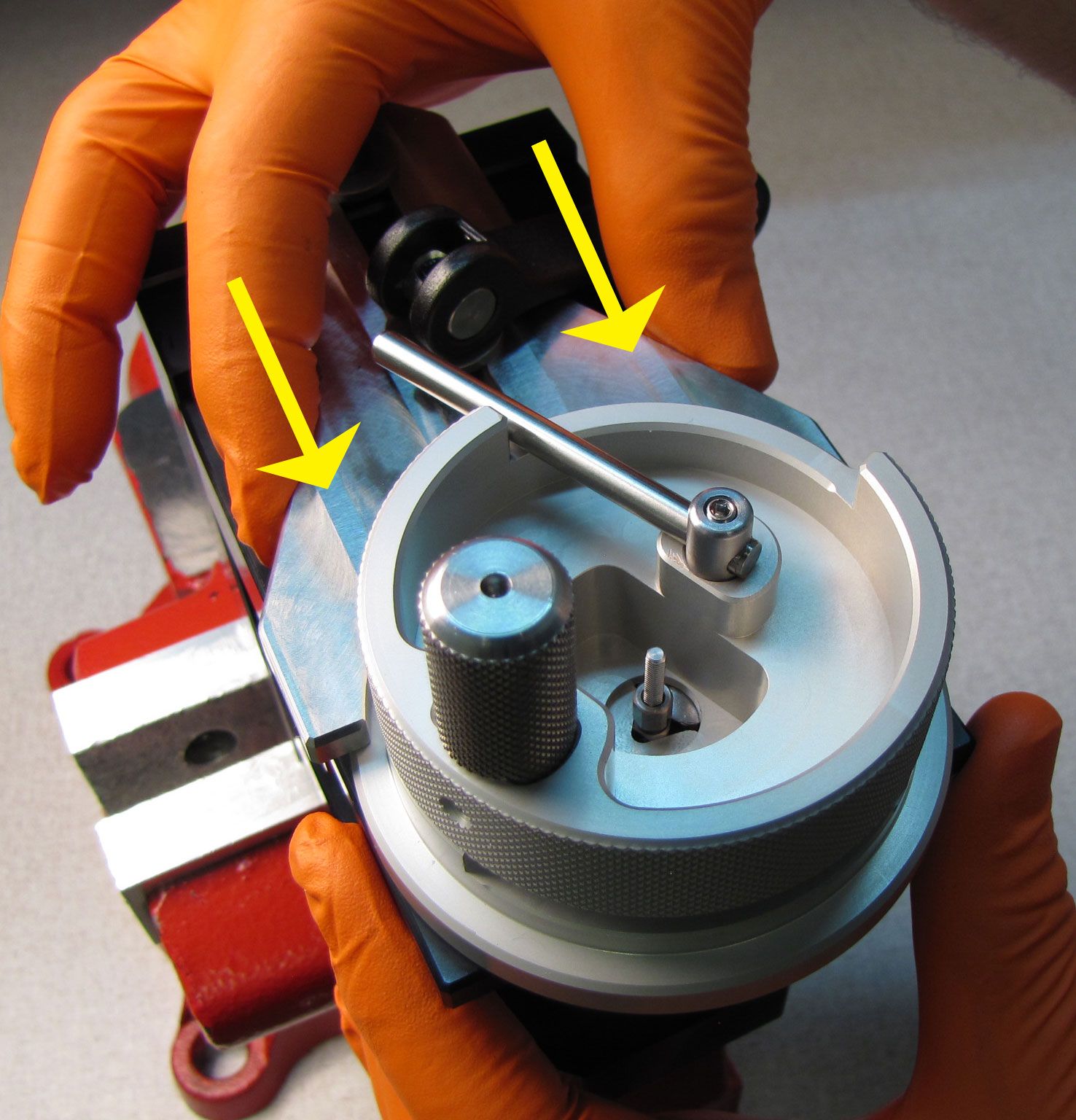
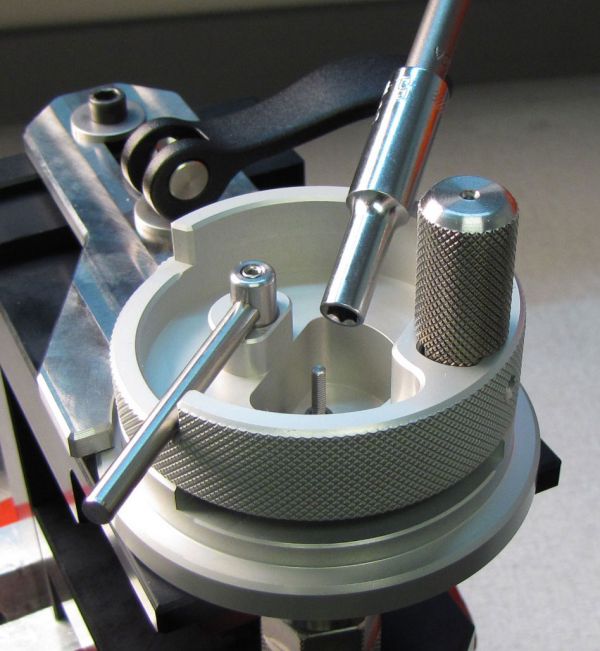
Mount the VVC Assembly Tool into your soft-jawed vise. Adjust the position of the VVC as shown, then position the VVC Assembly face down into the VVC Assembly tool as shown making sure to align the Leaf Springs and HSR Plate pins with the matching spaces in the tool as shown.


Step 8
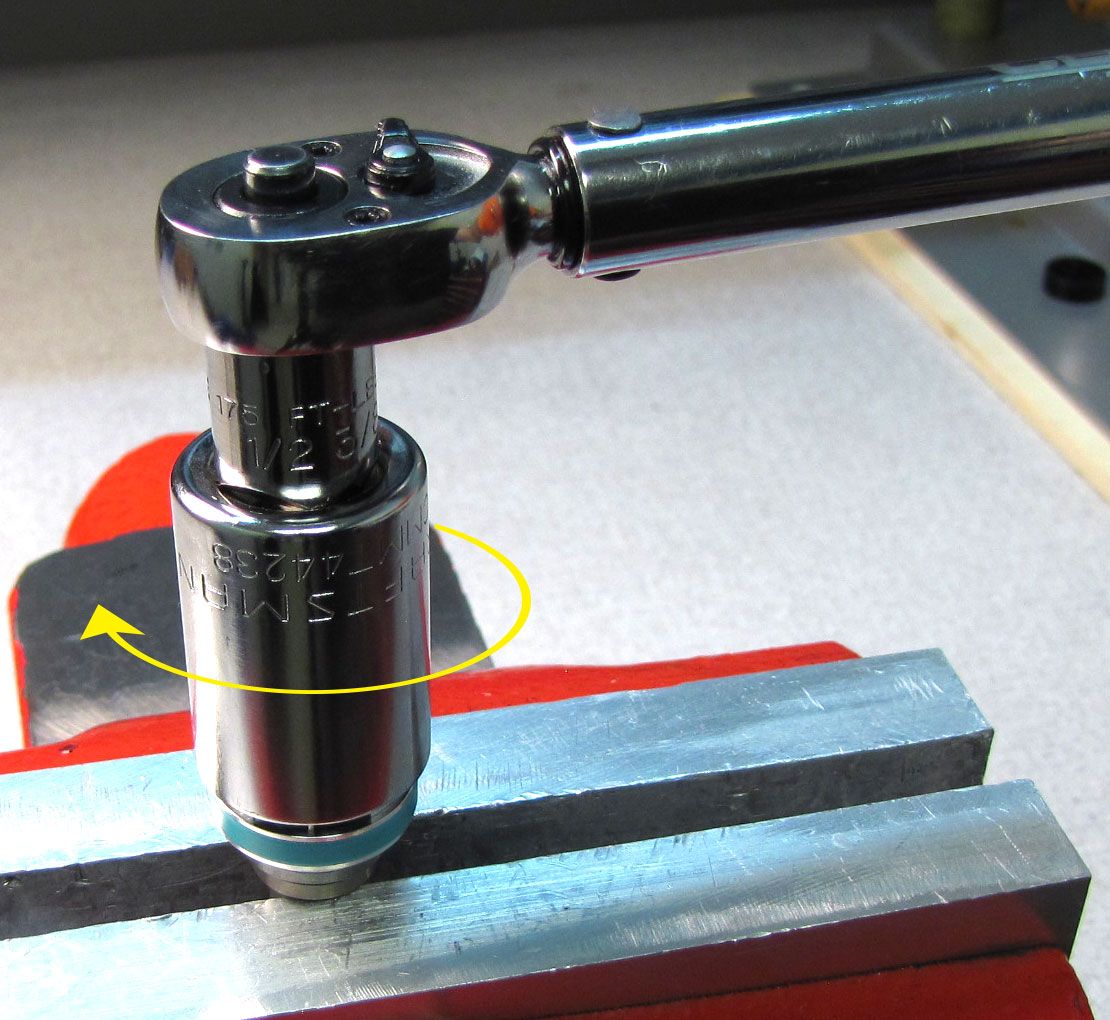
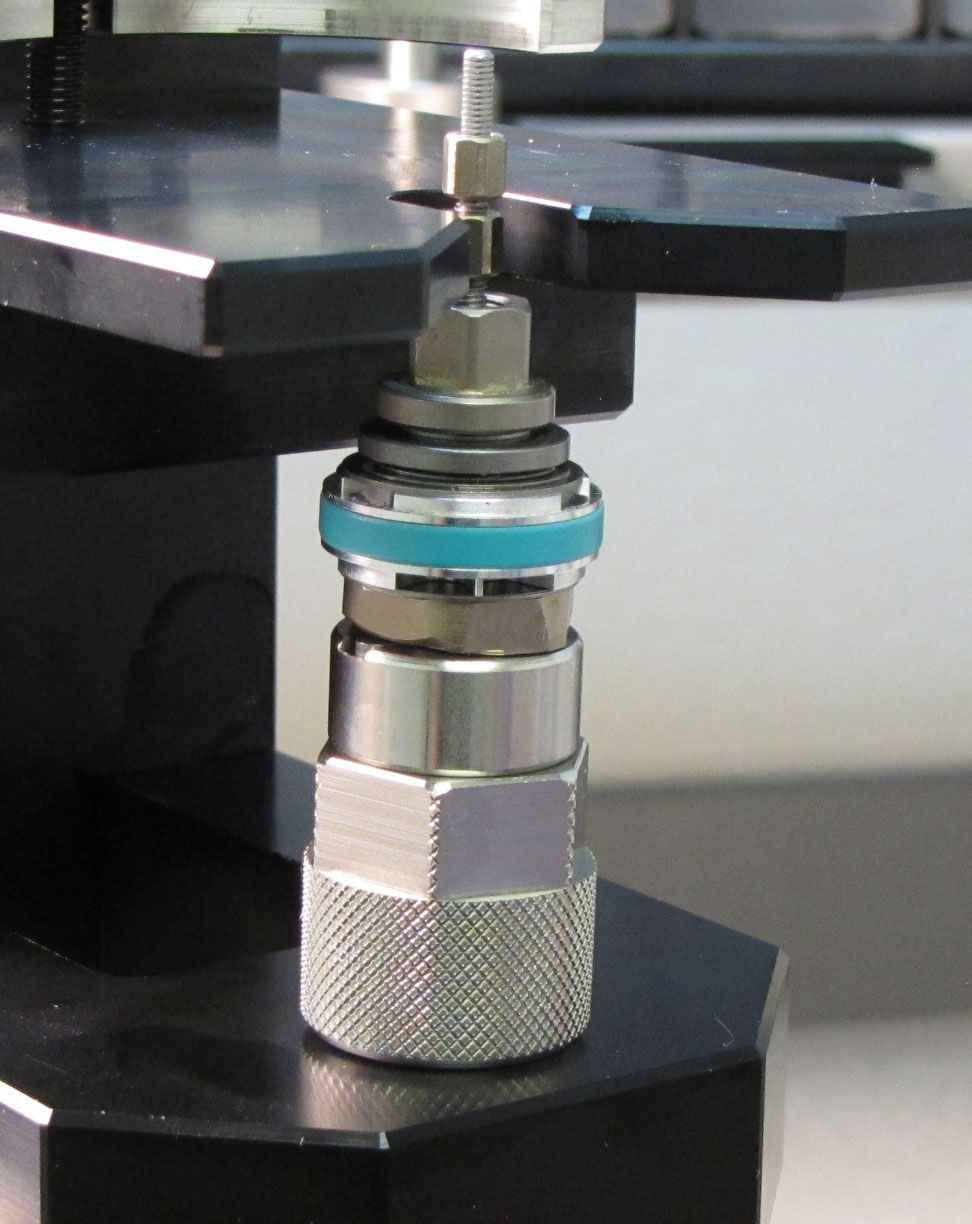
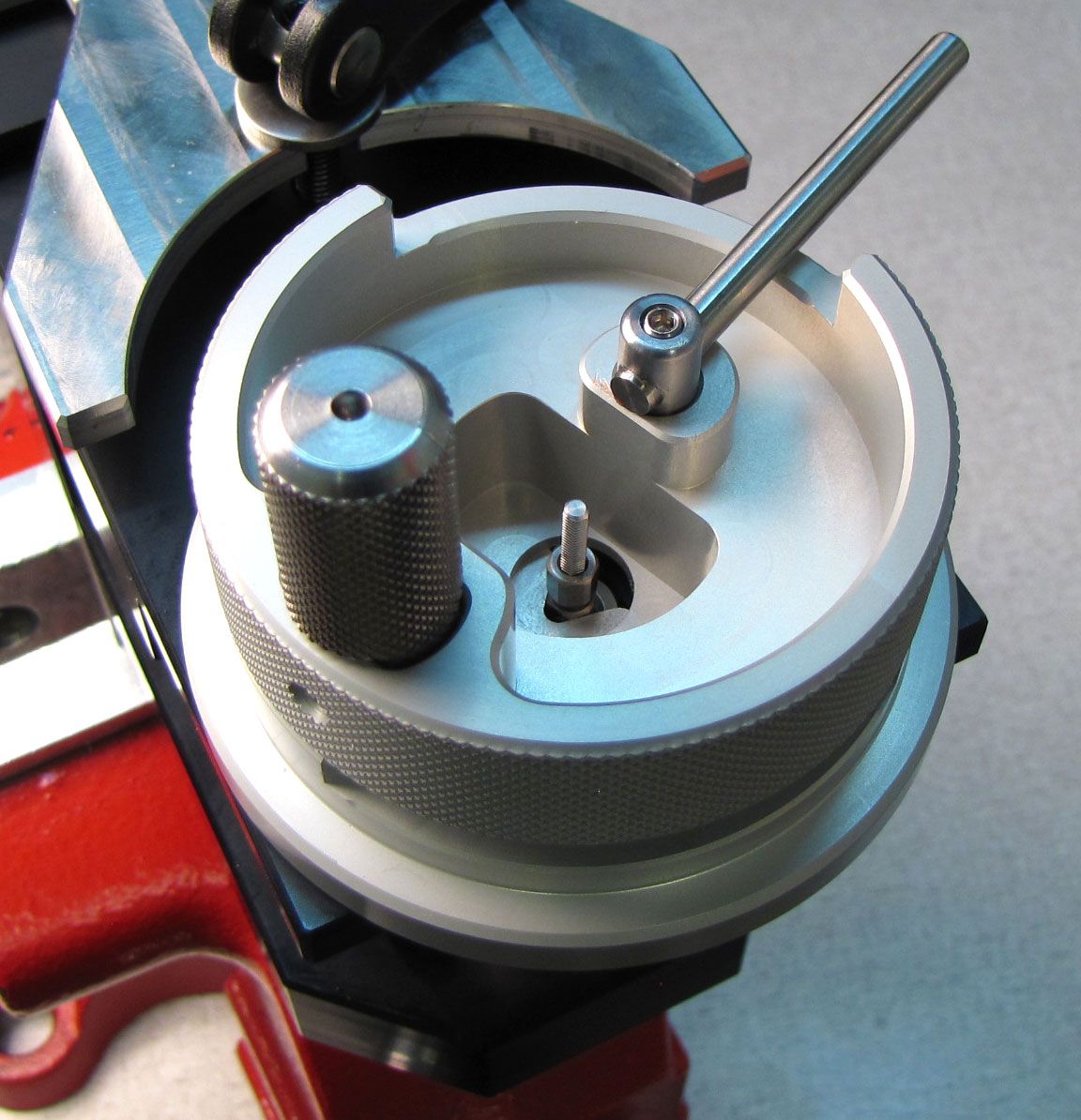
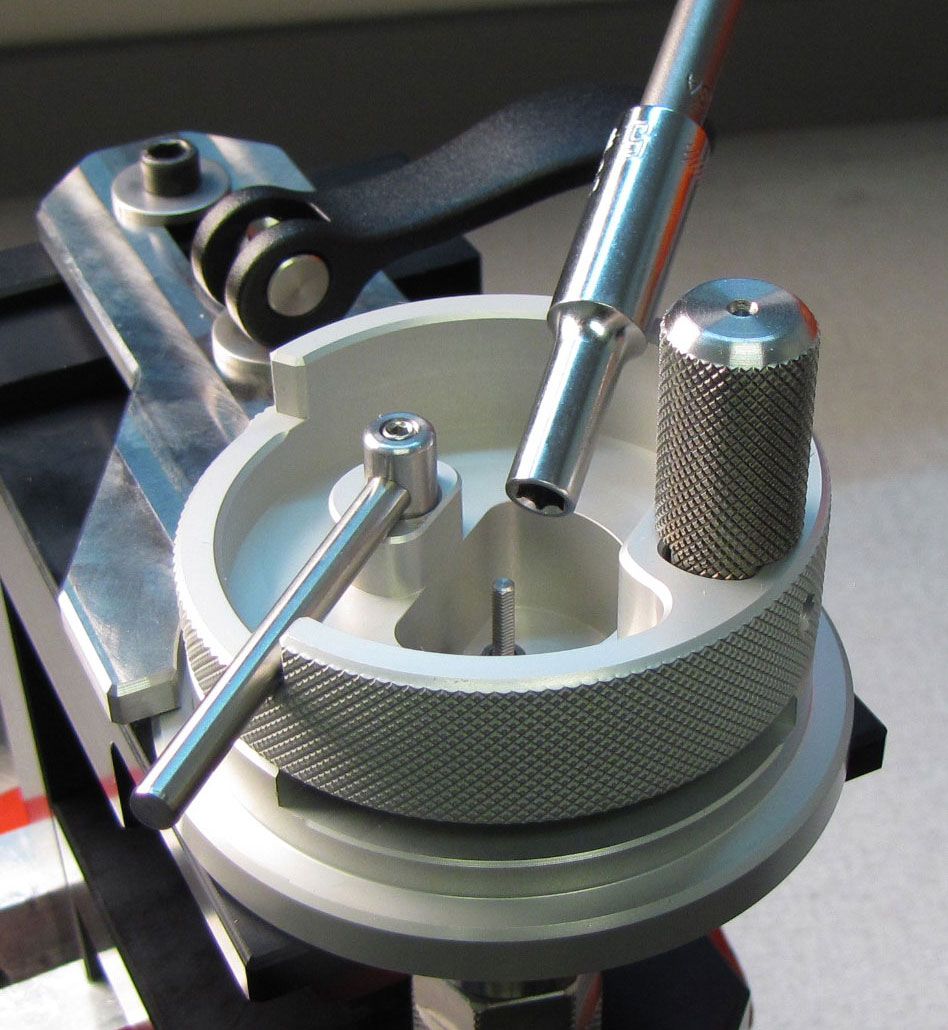
Align the Shaft Simulator with the notch in the VVC Assembly tool. Turn the 22mm hex portion of the tool counter-clockwise (when viewed from above) while guiding the Shaft Simulator into the notch. Tighten the 22mm hex counter-clockwise to 20 in-lb (2.3 Nm) torque with a 22mm crowsfoot.

Step 9
Set your torque driver to 14cNm (This is 14cNm, not 14 in-lb or 14 Nm, a special torque wrench may be needed. FOX recommends the Tohnichi Torque Screwdriver RTD30CN 4~30 cNm model). Tighten the lower 5mm nut clockwise to 14 cNm (you can have both nuts within the socket during tightening as long as there is space left between the nuts).


Step 10
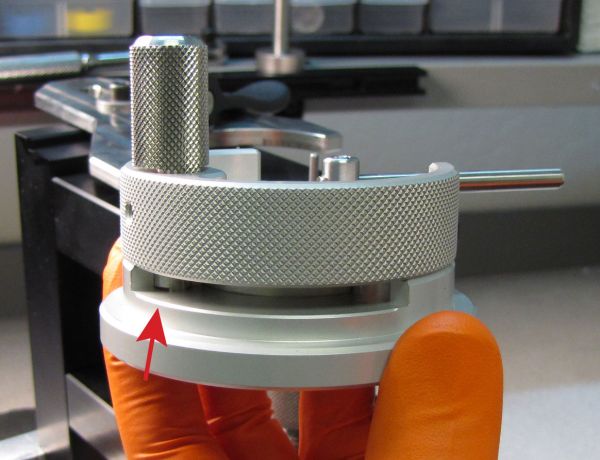
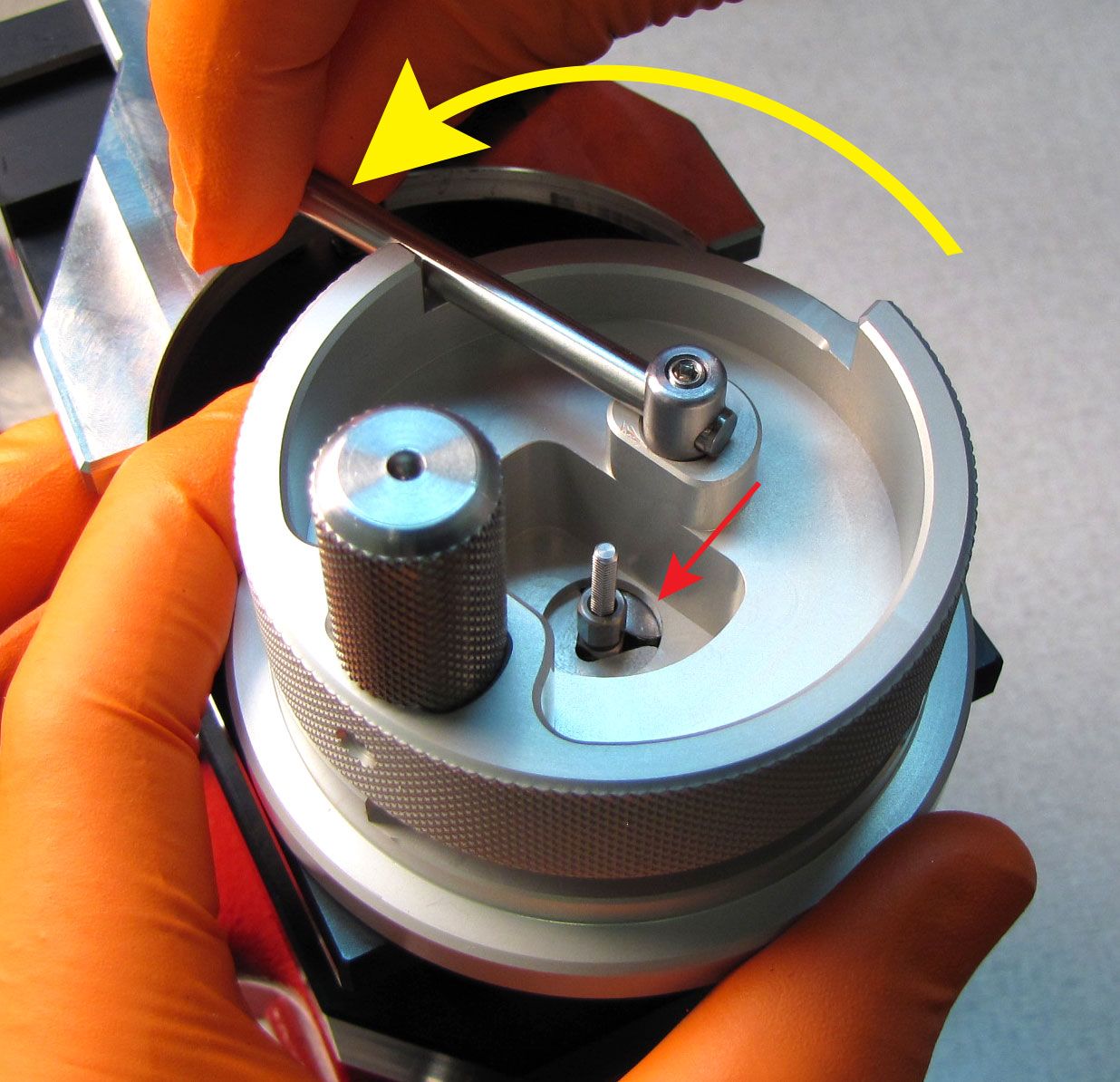
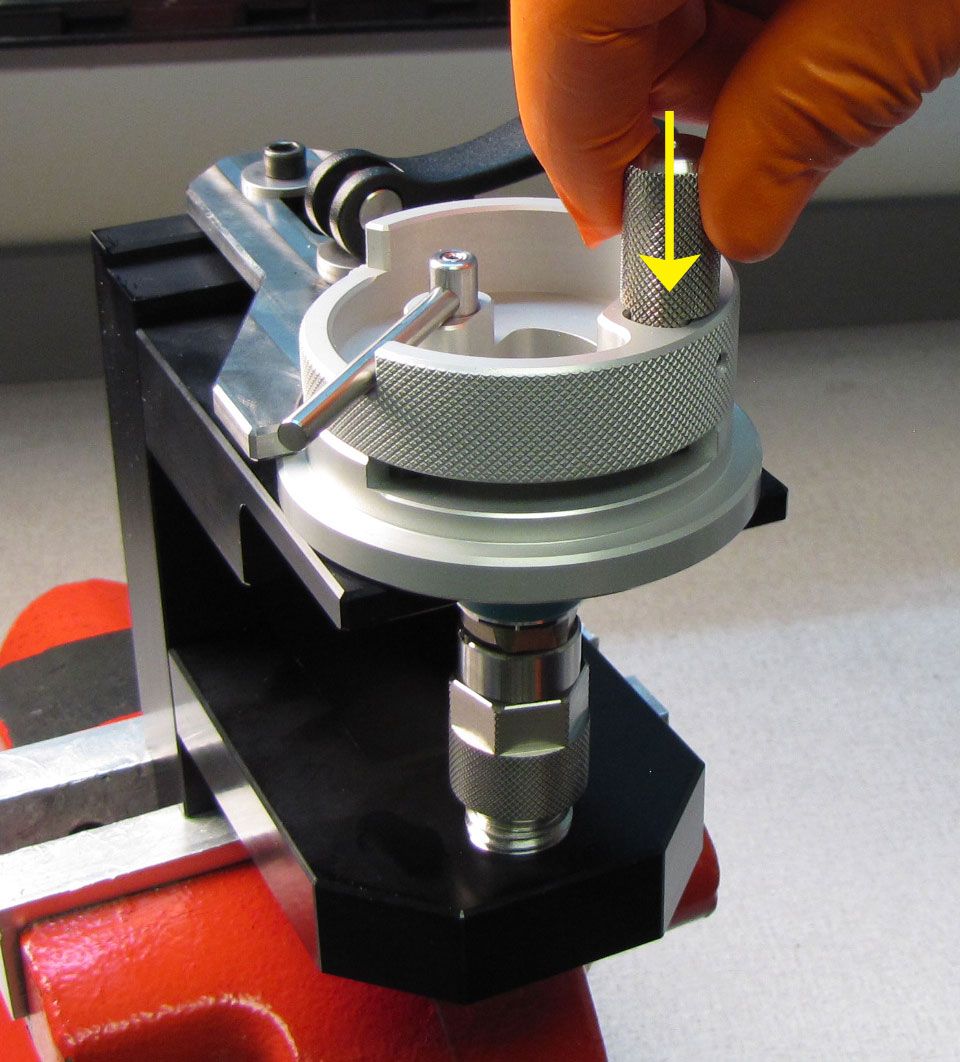
Adjust the knurled fixture of the VVC Assembly tool so the pin is in the initial position as indicated by the red arrow.
Step 11
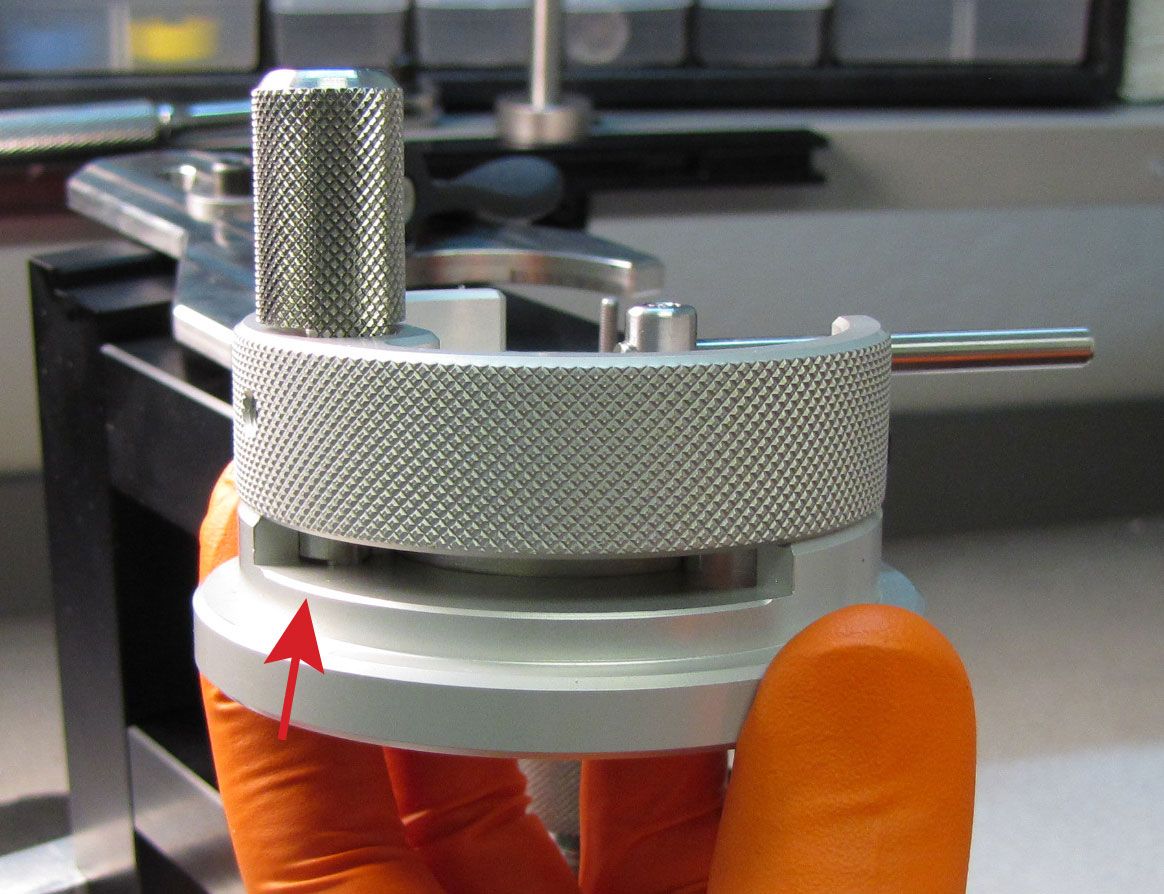
Install the knurled fixture as shown making sure to seat the lowest 5mm nut into the v-jaws of the fixture with full fixture contact on two wrench flats. Turn the clamp lever counter-clockwise to lock the lowest 5mm nut into place with the cam as indicated by the red arrow.
Step 12
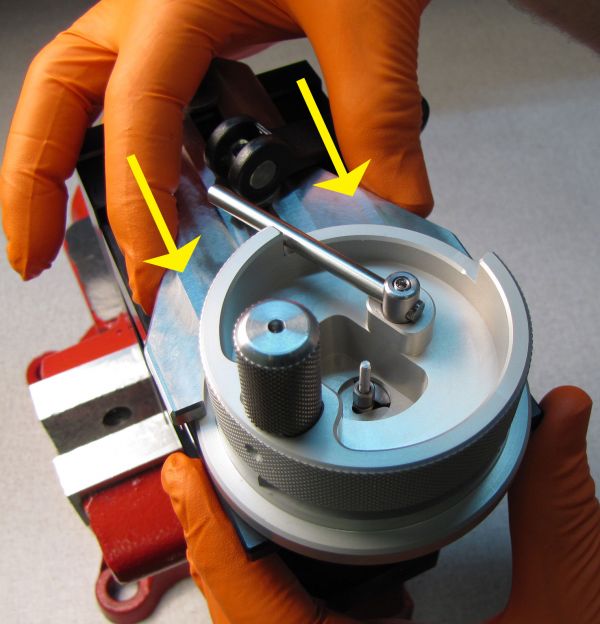
Slide the clamp over the rim of the knurled fixture then tighten the QR clamp just enough to hold the knurled fixture in place (use similar tension to a standard fork QR. You may adjust the QR as needed to achieve proper tension). The base of the knurled fixture must not turn during the next steps. If it does, the procedure must be repeated without allowing the knurled fixture base to rotate.

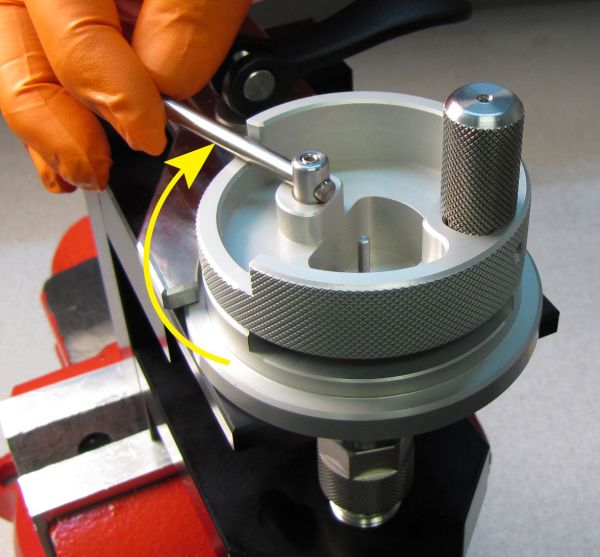
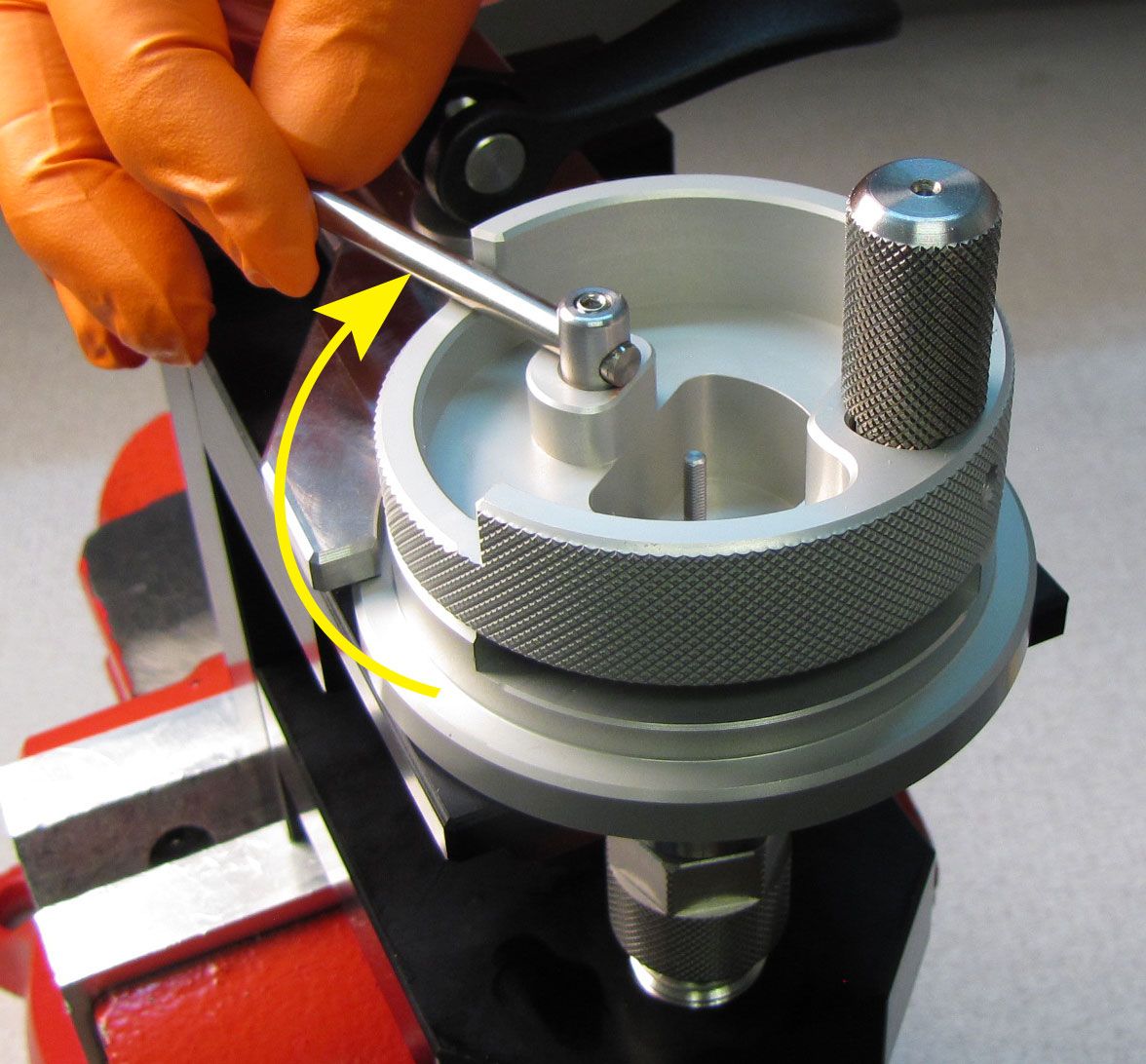
Step 13
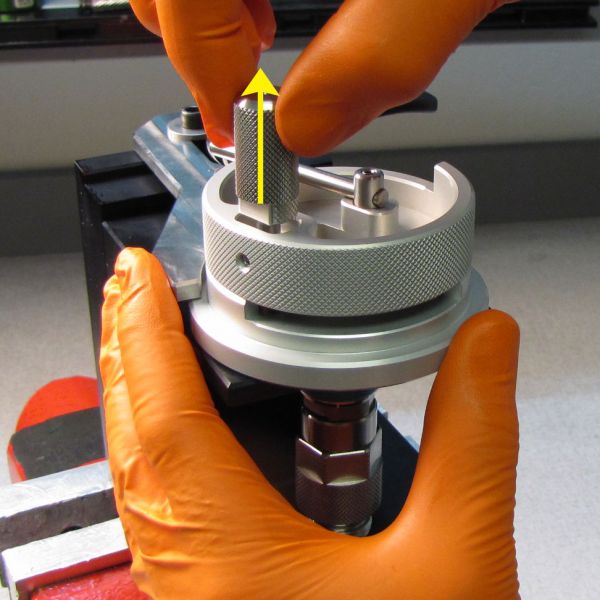
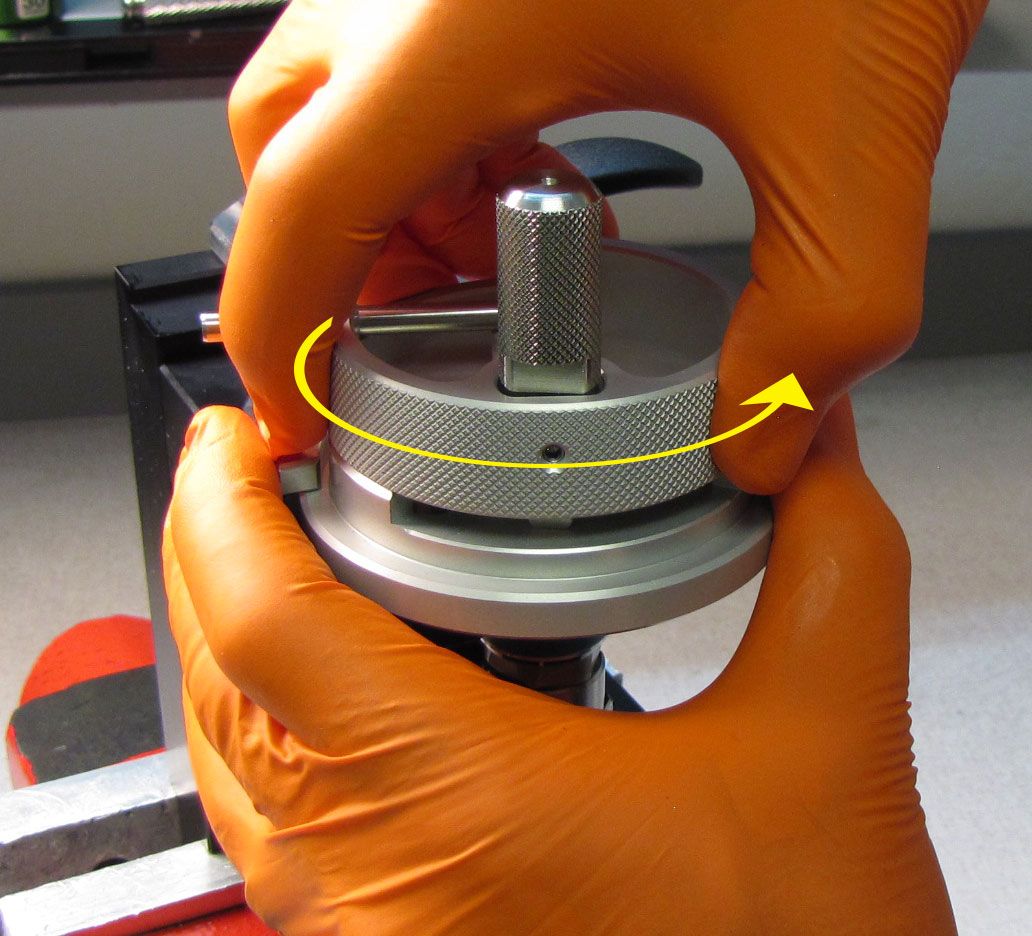
Lift the knurled pin out of its initial position. Rotate the upper portion of the knurled fixture counter-clockwise until it stops. Push the pin down to lock it in place.

Step 14
Tighten the upper 5mm nut clockwise to 15 in-lb (1.7 Nm) torque with your deep 5mm socket.

Step 15
Turn the clamp lever clockwise to release the 5mm nut. Loosen the QR clamp then slide the clamp off of the rim of the knurled fixture. Remove the knurled fixture and set aside.
Step 16
Release the VVC Assembly from the VVC tool by turning the 22mm hex clockwise. Check for light drag through the full range of adjustment by turning the HSR Adjuster.

Step 17
Clamp the Shaft Simulator in your soft-jawed vise, then turn the HSR plate counter-clockwise with your 19mm socket to remove it. Keep the Shaft Simulator with your VVC Assembly tool. It is normal to have a small gap between the 5mm nuts and the Piston Bolt once the Shaft Simulator has been removed.

Reassembly

Step 1
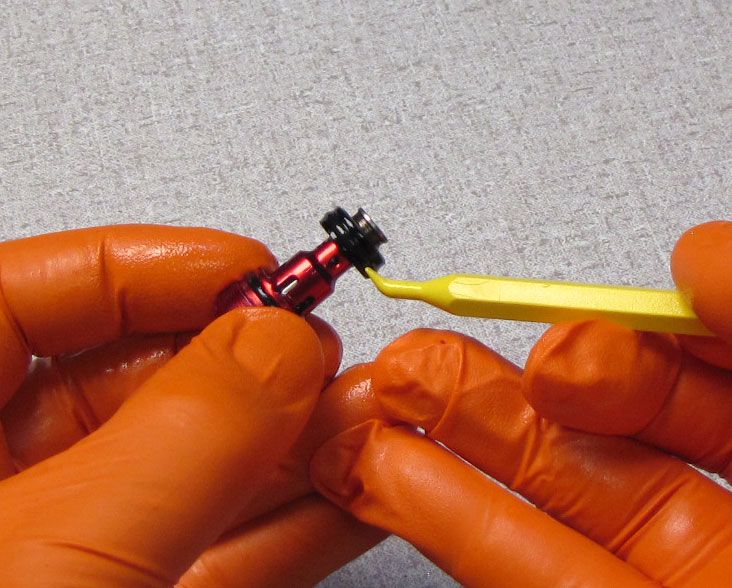
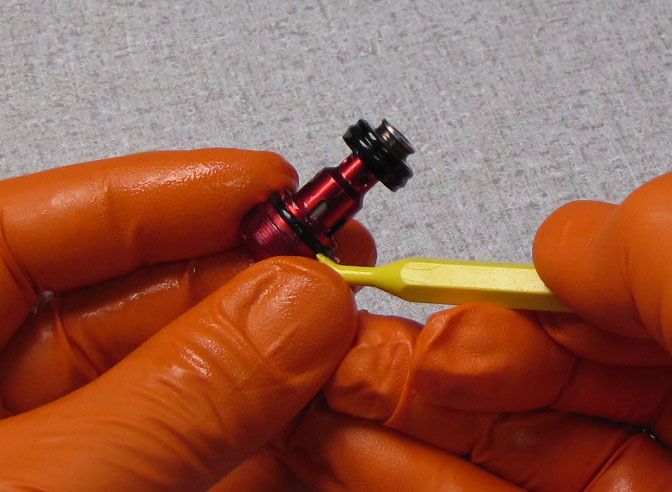
Use a plastic pick to replace the o-rings on the outside of the Compression Base Valve and the LSR Cartridge with new greased ones from the kit then set aside in a clean area.



Step 2
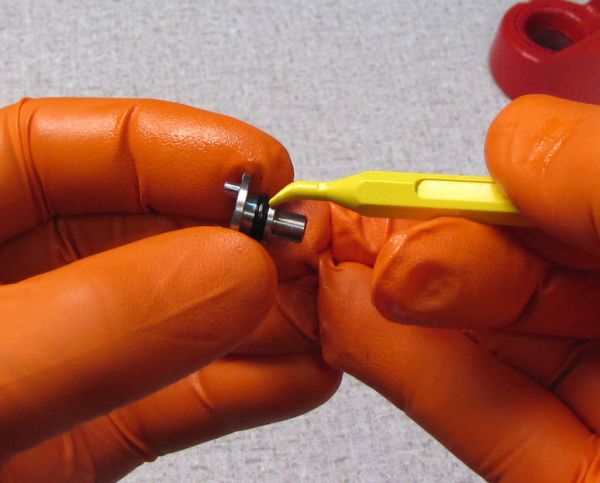
Use a plastic pick to replace the seals on the Bearing Assembly with new greased ones from the kit. Verify that all three o-rings within the Eyelet have been seated properly.







Step 3
Use a plastic pick to replace the seals on the Neg Air Sealhead with new greased ones from the kit.


Step 4
Use a plastic pick to replace the o-rings on the 2Pos Adjuster and Piston with new greased ones from the kit. Replace the IFP o-ring with a new greased one from the kit. Replace the o-rings on the Reservoir End Cap and Bleed screw with new greased ones from the kit.





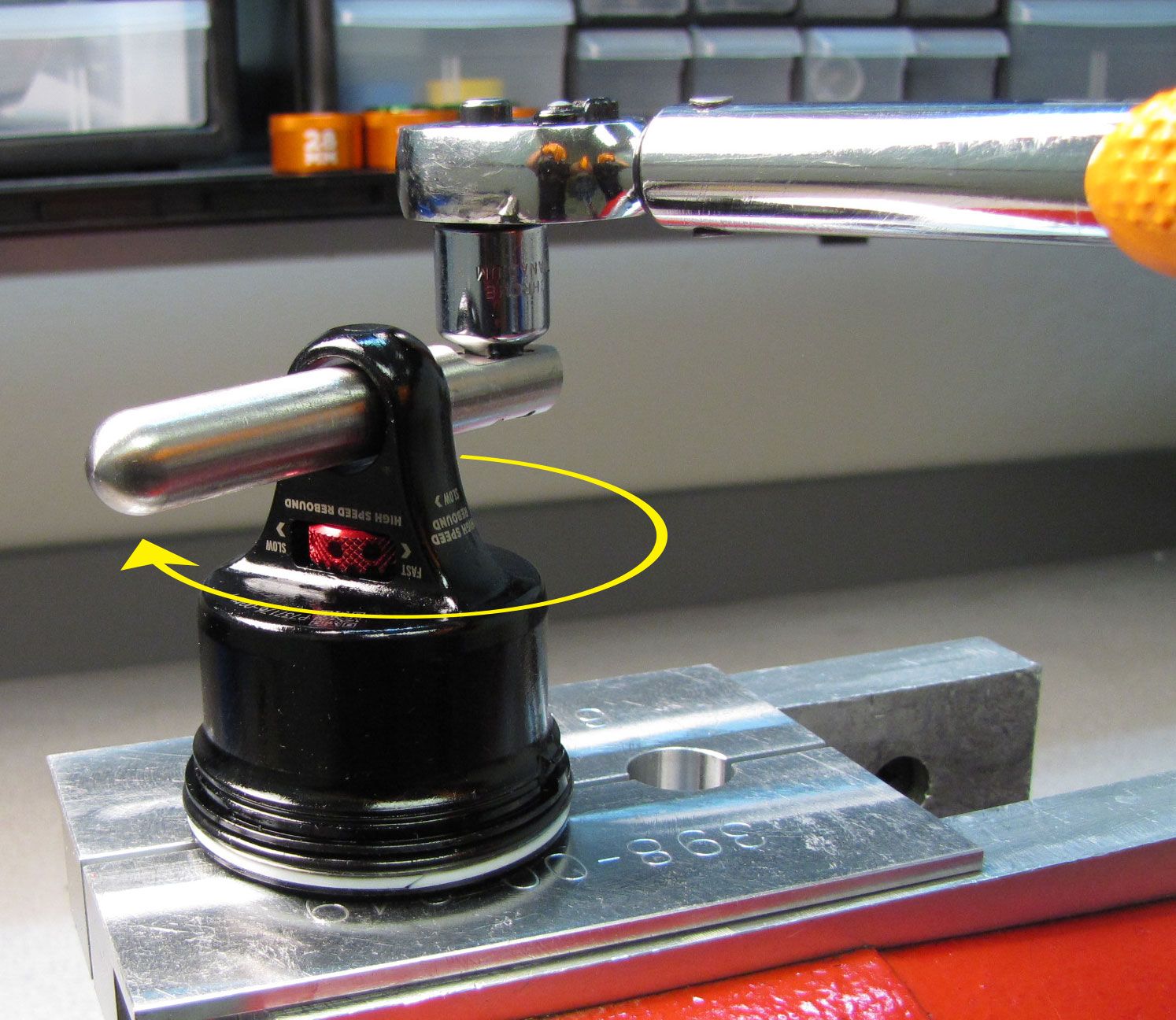
Step 5
Clean the retained Rebound detent ball and surrounding area with Isopropyl alcohol and compressed air. Reinstall the red Rebound knob into the Shaft Eyelet with the serrated side facing away from the eyelet. Reinstall the Bottom Out Bumper onto the Shaft Eyelet with it's small end facing the eyelet as shown. Press it down to fully seat it in place.






Step 6
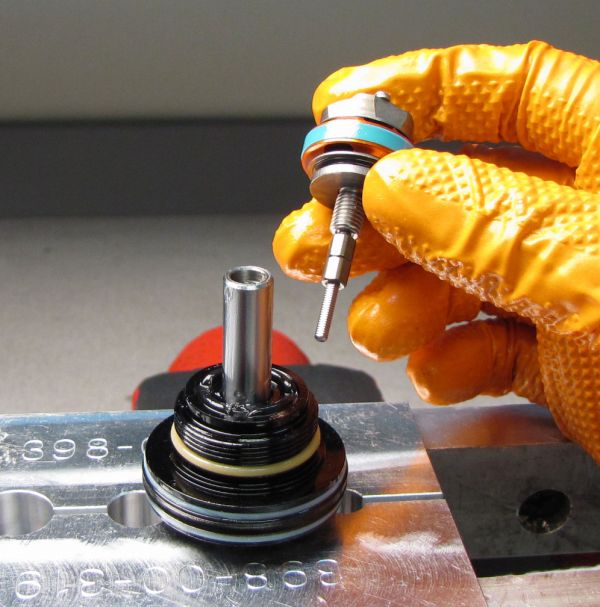
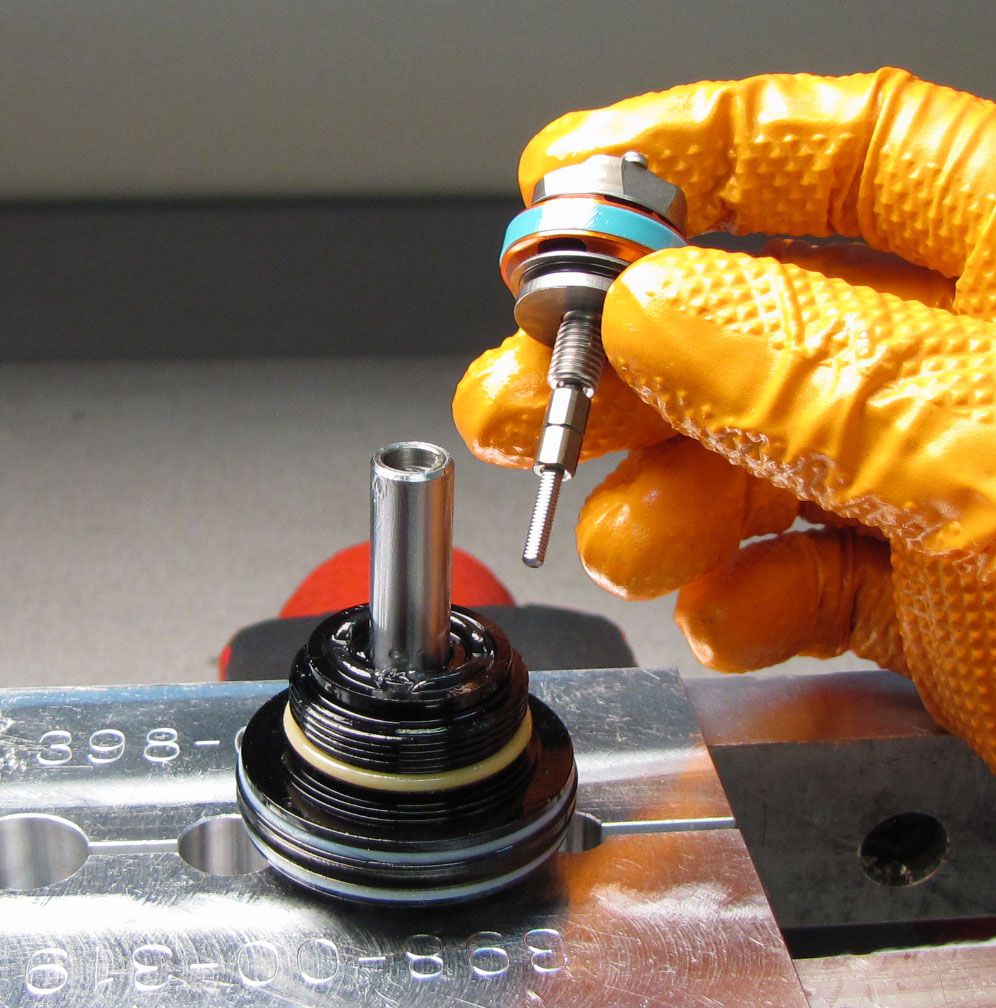
Reinstall the HSR Inner Shaft into the Shaft as shown. Coat the seals of the Bearing Assembly with a thin film of Slick Honey, then reinstall the Bearing Assembly onto the shaft as shown.





Step 7
Reinstall the VVC Main Piston Assembly onto the Shaft making sure not to pinch any shims and taking care to align the HSR Adjuster with the HSR Inner Shaft. Tighten by turning the HSR Plate clockwise with a 19mm socket or crowsfoot to 80 in-lb (9.0 Nm) torque. (Note: Orange Prototype Piston shown, production versions will be black or clear anodized).



Step 8
Coat the o-rings on the Comp Base Valve with a thin film of Slick Honey then reinstall into the eyelet tightening clockwise to 140 in-lb (15.8 Nm) with the 4-pin spanner.





Step 9
Coat the o-rings of the Reb Base Valve with a thin film of Slick Honey then reinstall into the eyelet tightening clockwise to 60 in-lb (6.8 Nm) torque with the 4-pin spanner.






Step 10
Coat the o-ring on the 2Pos Adjuster with a thin film of Slick Honey then reinstall into the Reservoir after positioning the 2Pos lever. Make sure to seat the adjuster within the lever then leave the lever set screw loose until after charging the IFP chamber.








Step 11
Reinstall the spring with the large end first. Position the Butterfly valve onto the 2Pos Adjuster making sure to seat the pins in the holes. Reinstall the Resi Postion as shown.







Step 12
Apply 1-2 drops of blue Loctite 243 to the threads of the Reservoir. Make sure to orient the 2Pos adjuster so the lever is in-line with the shock centerline axis in Firm mode and 90 degrees to the shock in Open Mode before torqueing the Rezi to the Eyelet. Reinstall the Reservoir, tightening clockwise by hand. Clamp the Reservoir in your shaft clamps, then use the Eyelet Torque Tool (PN: 398-00-280) to tighten clockwise to 120 in-lb (13.6 Nm) torque.


Step 13
Reinstall the Inner Body into eyelet, pushing down to seat it within the o-ring. Apply 2-3 drops of red Loctite 263 to the first 3 threads for a full 360 degrees. Reinstall the Outer Body over the Inner Body tightening clockwise by hand. Clamp the Outer Body in your shaft clamps, then use the Eyelet Torque Tool to tighten clockwise to 144 in-lb (16.3 Nm) torque.




Step 14
Install a new Sag Indicator O-ring from the kit onto the body. Coat the seals with a thin film of 20 wt. Gold oil then reinstall the Neg Air Sealhead onto the Body as shown. Reinstall any Negative Air Volume Spacers if present.







Step 15
Reinstall the rebuild Shaft Assembly into the Body. tighten clockwise to 144 in-lb (16.3 Nm) torque with the Bearing Housing Driver (PN: 398-00-887. (Note: Orange Prototype Piston shown, production versions will be black or clear anodized).




Step 16
Reinstall any Travel Spacers if present, then reinstall the Bearing Housing Cap. Reinstall the two screws, tightening clockwise to 10 in-lb (1.1 Nm) torque with a 2mm hex wrench.





Step 17
Coat the IFP with a thin film of Slick Honey then reinstall into the Reservior with the Bleed Screw facing up. Reinstall the wire retaining ring.





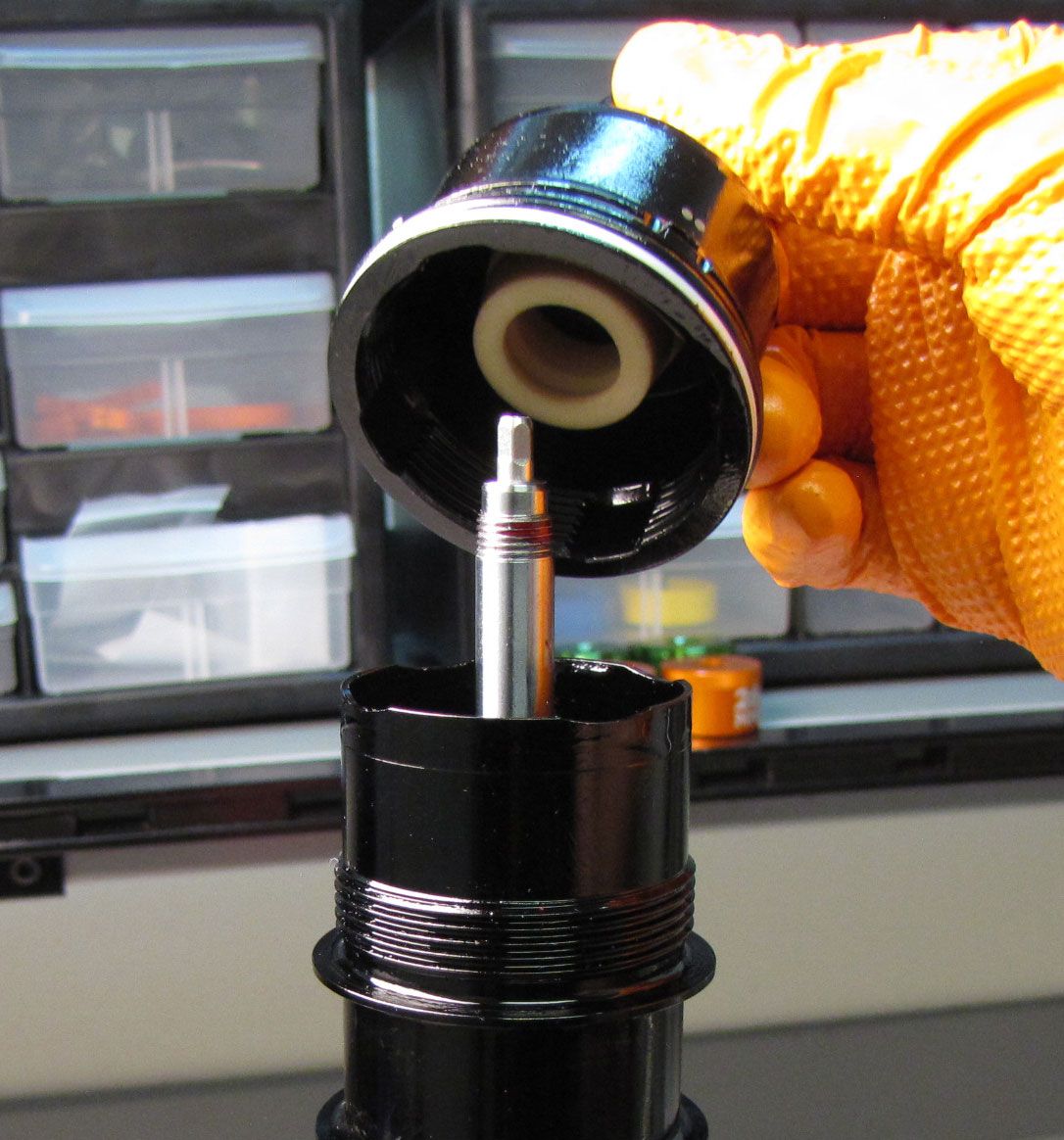
Step 18
Temporarily reinstall the Shaft Eyelet onto the Shaft threading clockwise until hand tight.


Step 19
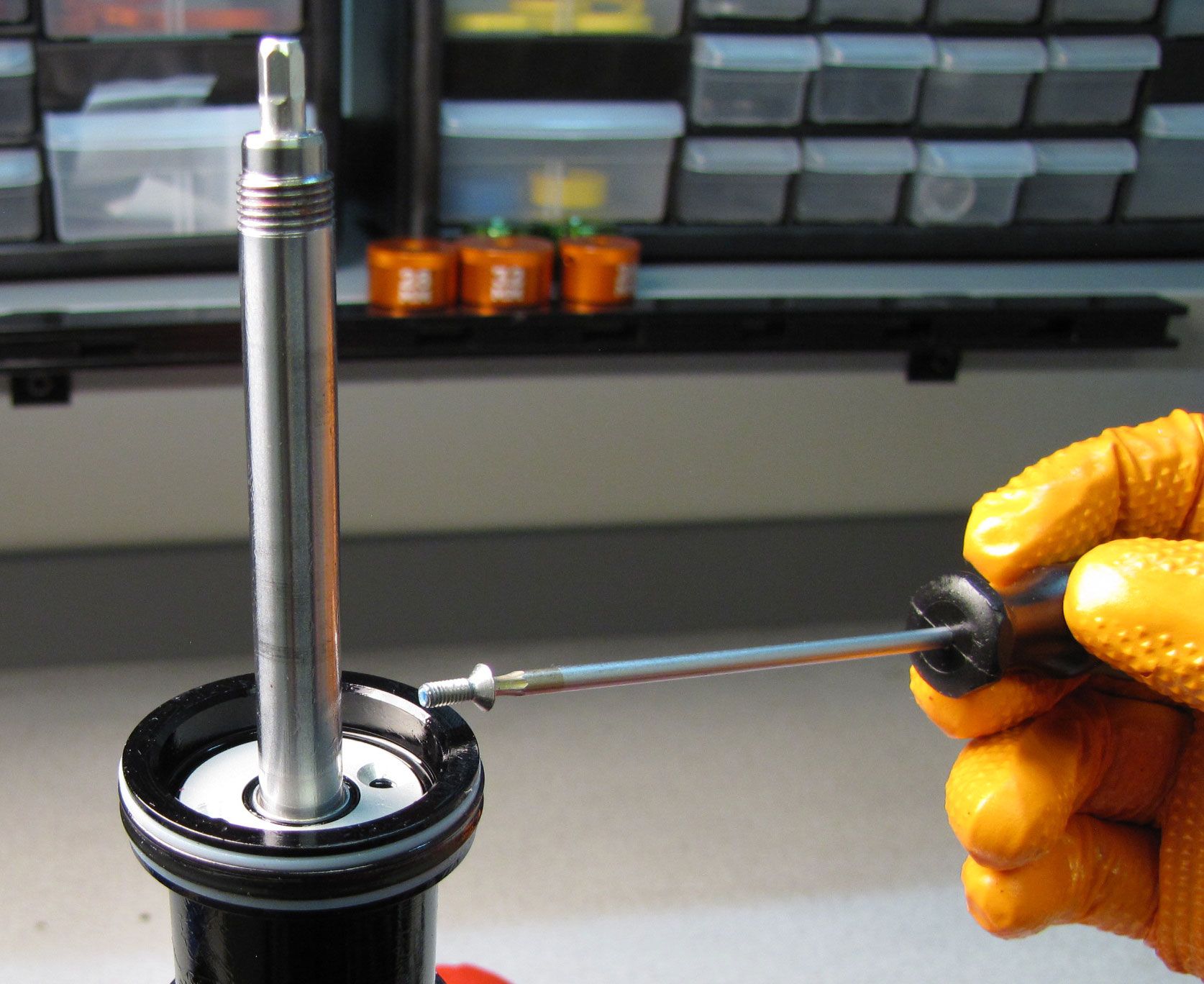
Remove the Bleed Screw by turning it counter-clockwise with a 2mm hex. Thread the Fill-Machine adapter clockwise into the bleed port. Vacuum the shock, then fill with FOX 4wt. oil. Set the IFP to 1.140in +/- 0.05in using your IFP depth setting tool (803-00-566). Reinstall the set screw with a new greased o-ring from the kit and tighten to 10 in-lb (1.1 Nm). Remove the Shaft Eyelet by unthreading it counter-clockwise.







Step 20
Remove the wire retaining ring from the Reservoir. Coat the o-ring of the Reservoir End Cap with a thin film of Slick Honey then reinstall into the Reservoir. Push the End Cap down then reinstall the wire retaining ring.






Step 21
Use a small hex wrench to hold the Reservoir End Cap in place while you install the Rezi Fill Adaptor (PN: 803-01-826) by threading it in clockwise. Set the IFP pressure to 100 psi. Remove the Fill Adaptor and reinstall the Rezi Fill Air Cap with a Schrader Valve tool, tightening clockwise to 3 in-lb (0.3 Nm) torque. Tighten the 2Pos lever set screw clockwise to 7 in-lb (0.8 Nm) torque with a 2mm hex wrench.




Step 22
Coat the seals on the Inner Air Sleeve and Bearing Assembly with a thin film of Slick Honey. Apply some FOX 20wt. Gold oil onto the Bearing Assembly then reinstall the Inner Air Sleeve as shown.





Step 23
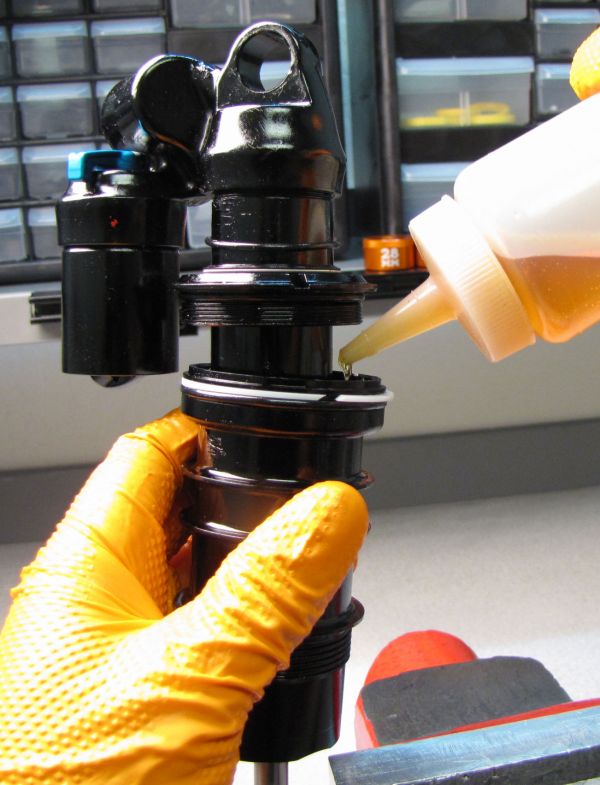
Add 1cc of 20 wt. Gold oil to the Negative Air Chamber before threading the Neg Air Sealhead to the Inner Air Sleeve as shown. Clean the Inner Air Sleeve with Isopropyl alcohol and a lint-free paper towel. Clamp the Inner Air Sleeve in your shaft clamps then tighten the Neg Air Sealhead clockwise to 180 in-lb (20.3 Nm) torque with the Neg Air Sealhead Tool.
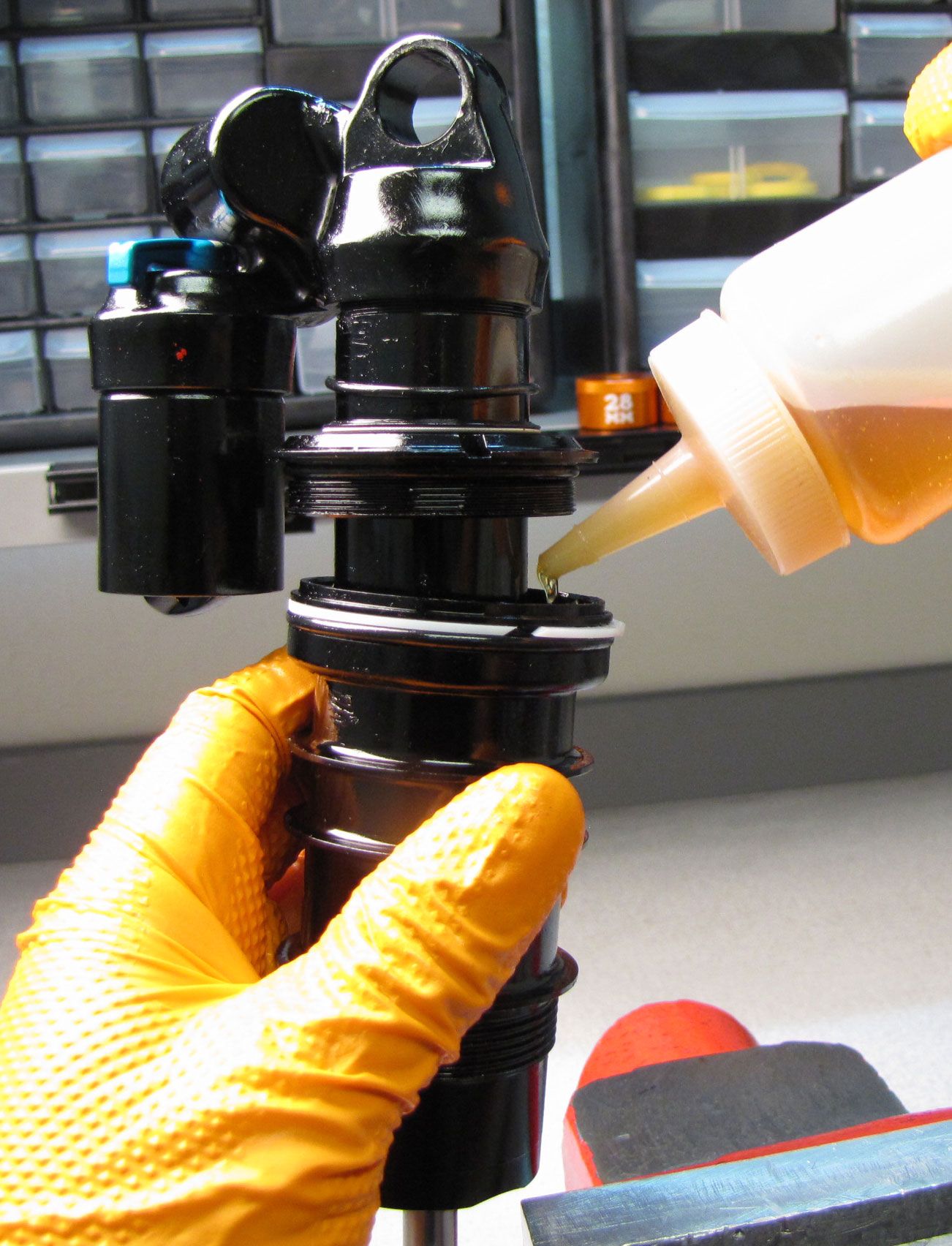


Step 24
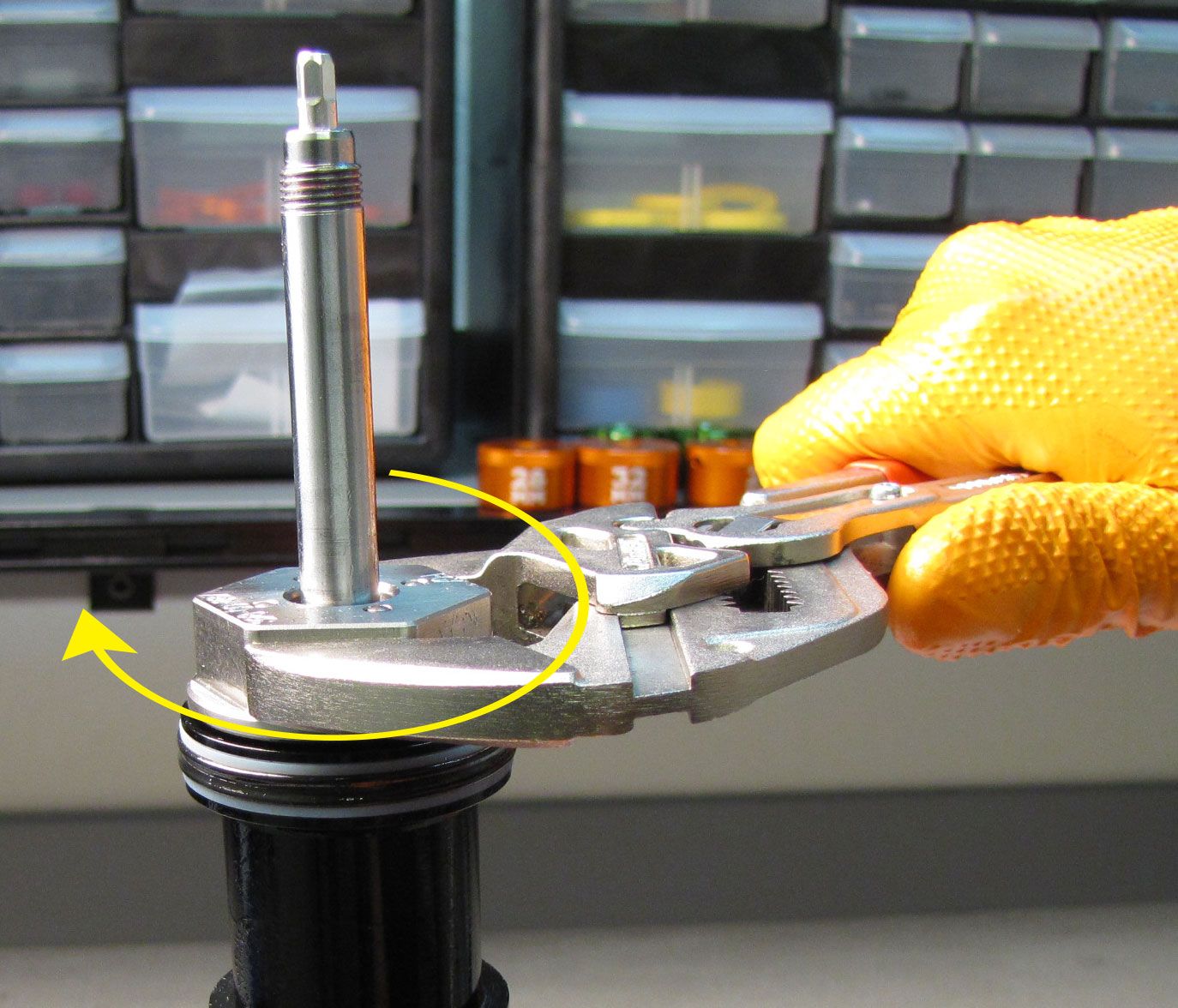
Add 2cc of 20 wt. Gold oil to the positive air chamber. Apply red Loctite 263 to the first 1-2 threads of the Outer Shaft making sure not to get Loctite on the Inner Shaft. Thread the Shaft Eyelet onto the Shaft making sure to engage the hex of the HSR Inner Shaft with the red Rebound Knob. Clean the shaft with Isopropyl alcohol and a lint-free paper towel then clamp in your 3/8" shaft clamps. Tighten the Shaft Eyelet clockwise to 80 in-lb (9.0 Nm) torque with your Eyelet Torque Tool.




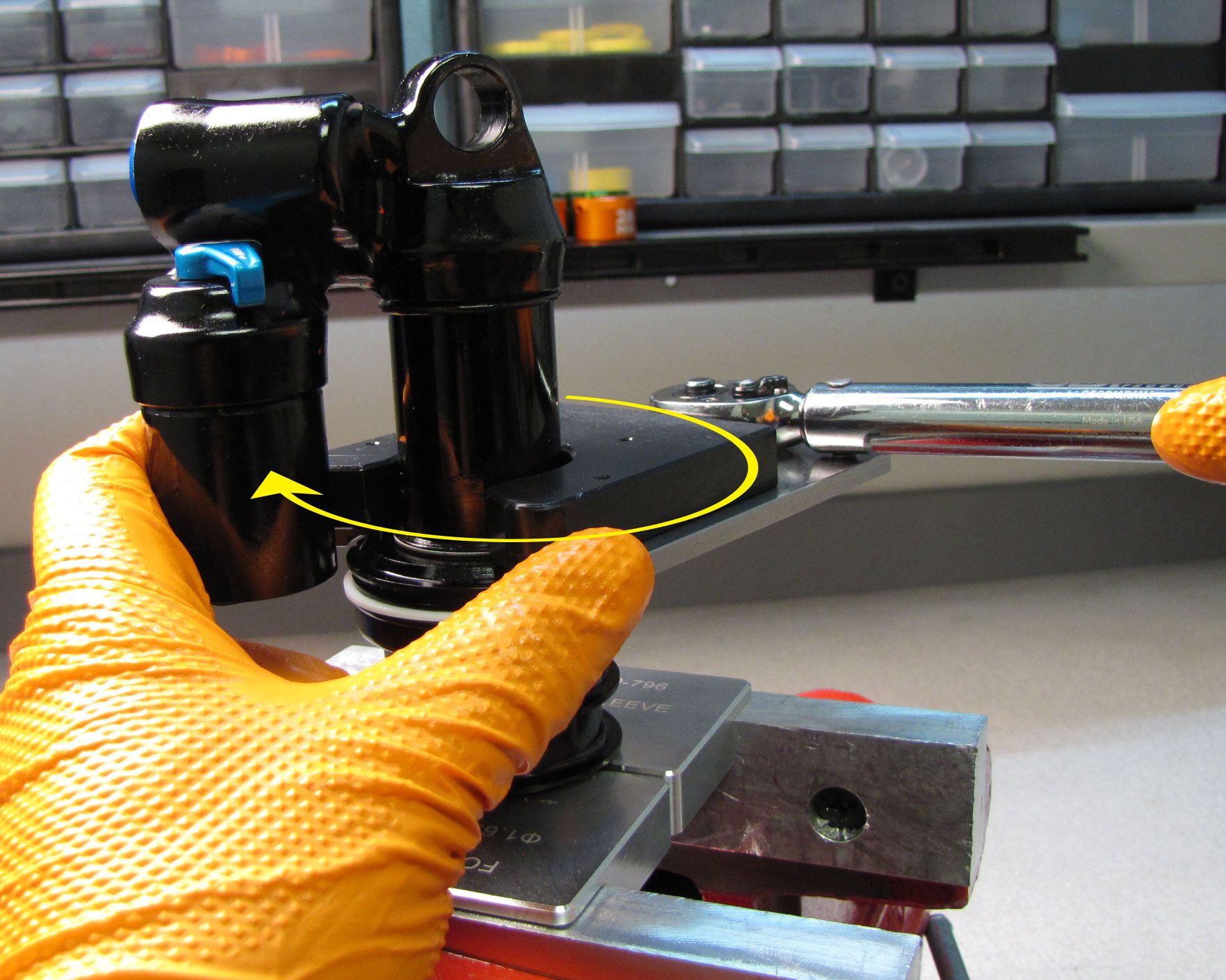
Step 25
Thread the Shaft Eyelet clockwise onto the Inner Air Sleeve then clamp the Shaft Eyelet in your soft-jawed vise. Tighten the Neg Air Sealhead clockwise to 180 in-lb (20.3 Nm) torque.



Step 26
Coat the air seals in a thin film of Slick Honey then reinstall the outer air sleeve with the air valve side first. Rotate the outer air sleeve until the tab on the eyelet aligns with the notch in the outer sleeve. Slide the outer air sleeve all the way to the negative air sealhead to engage the air seals. Reinstall the wire retaining ring making sure that it is fully seated in its groove.






Step 27
Attach your shock pump then add air while you slowly cycle your shock through 25% of its travel 10 times as you reach your desired pressure. Reinstall the black air cap.


