2017 Transfer Seatpost Rebuild (External)
Required Parts
- 025-03-035 Oil: AM, FOX Seat Post Oil [16 oz.], 1.5 WT Clear
- 803-01-140 Seal Kit: Transfer Seatpost, Rebuild
Required Tools
- 019-01-083 Fastener, Standard (Metric): Screw [M3 X 16mm] SHCS, Patchlock (QTY: 2 for Sealhead removal)
- 398-00-690 Service Tool, IFP Height, 1.870 (150mm Travel)
- 398-00-691 Service Tool, IFP Height, 1.990 (100/125mm Travel)
- 398-00-701 Service Tool, External Spool Valve Compressor Knob, Transfer
- 398-00-735 Service Tool: Open Valve, Nitrogen Fill, Transfer
- 398-00-737 Service Tool: Funnel, Spool Valve, Transfer
- 398-00-738 Service Tool: Bullet, 8mm Shaft, Transfer
- 398-00-739 Service Tool: Cap Removal, Transfer
- 398-00-740 Service Tool: Push Rod, Delrin, Transfer
- 398-00-758 Service Tool: Support, Gas Fill
- 803-00-147 Kit: Shaft Clamps, 07 FORX, Set #2 (32 X Body, 36, 40 Forx)
- 803-01-127 Service Tooling: Upper Bushing Removal, Transfer
- 803-01-200 Kit: Service Tool, 2018 Transfer, Upper Bushing and Seal Installer
- 803-01-595 Service Tool: Gas Fill, 100-200mm Transfer, Assy
- 803-01-931 Service Tool: Gas Fill, Transfer, Compact, Assy
- Nitrogen Fill Station (Tank with Regulator) required for full rebuild .
WARNING: Always wear safety glasses and protective gloves during service to prevent potential injury. Failure to wear protective equipment during service may lead to SERIOUS INJURY OR DEATH.
WARNING: Do not unthread the 6mm hex at the top of the seatpost (beneath the saddle clamps) until after you have released the IFP pressure from post as shown in disassembly step 10. Failure to properly release IFP pressure before unthreading the 6mm hex can lead to oil escaping at high pressure which may cause SERIOUS INJURY OR DEATH.
WARNING: FOX products should be serviced by a qualified bicycle service technician, in accordance with FOX specifications. If you have any doubt whether or not you can properly service your FOX product, then DO NOT attempt it. Improperly serviced products can fail, causing the rider to lose control resulting in SERIOUS INJURY OR DEATH.
WARNING: Modification, improper service, or use of aftermarket replacement parts with FOX forks, shocks, and seatposts may cause the product to malfunction, resulting in SERIOUS INJURY OR DEATH. DO NOT modify any part of a fork, shock, or seatpost including the fork brace (lower leg cross brace), crown, steerer, upper and lower leg tubes, or internal parts, except as instructed herein. Any unauthorized modification may void the warranty, and may cause failure or the fork or shock, resulting in SERIOUS INJURY OR DEATH.
WARNING: FOX products contain pressurized nitrogen, air, oil, or all 3. Misuse can cause property damage, SERIOUS INJURY OR DEATH. DO NOT puncture, incinerate or crush any portion of a FOX product. DO NOT attempt to disassemble any portion of a FOX product, unless expressly instructed to do so by the applicable FOX technical documentation, and then ONLY while strictly adhering to all FOX insturctions and warnings in that instance.
Some images within this rebuild procedure show parts from a 2017 Internally Routed Transfer Seatpost. While these 2017 Internal Seatpost parts may appear different than those used in the 2017 Externally Routed Transfer Seatpost, the information and steps presented will guide you through rebuilding the 2017 Externally Routed Transfer Seatpost.
Transfer Seatpost Model Year Identification
You can determine the model year of your Transfer Seatpost by checking the part number against the table below. Transfer Seatposts have their part number etched into the Bottm Cap Assembly at the very bottom end of the outer post.
| 2017 Transfer Seatposts | Part number range |
| 925-00-033 through 925-00-058 | |
| 925-01-030 through 925-01-053 | |
| 925-02-001 through 925-02-037 |
| 2018 Transfer Seatposts | Part number range |
| 925-00-070 through 925-00-095 | |
| 925-02-100 through 925-02-127 |
2018+ Updates
You may update your 2017 Transfer Seatpost to match the specifications of the 2018+ Transfer Seatposts. Updating your 2017 Transfer Seatpost will lower the internal pressure and improve oil flow during actuation for reduced force required to initiate a drop. The addition of the MY18+ bushings and bottom-out bumper also reduce noise and play.
Updating to match the 2018+ specifications involves the replacement of additional parts beyond the Spool Valve and Piston assemblies that are replaced during a normal rebuild.
To update your 2017 Transfer Seatpost you must install the correct 2018 Push Rod and Shaft Lug for your seatpost (available for purchase from FOX) in addition to the 2018+ Transfer Seatpost Rebuild Kit (PN: 803-01-253). This update involves an IFP pressure reduction from the 400psi used in 2017 to the new 275psi spec used for 2018+. You will also need to install the 2018+ Transfer Seatpost Rebuild kit using the 2018+ Service Procedure found here: 2018 Transfer Seatpost Rebuild (External) »
The table below lists update parts for the 2017 Externally Routed Transfer Seatpost.
|
PN |
Description |
|
803-01-255 |
Seal Kit: MY18+ Transfer Seatpost, Rebuild |
|
225-00-172 |
Shaft, Lug, Seat Post, External Cable, 2018 Transfer, CI |
|
225-00-152 |
Rod, Push, Actuator, 7.698 TLG, Seat Post, 4” Drop, External Cable, CI |
|
225-00-153 |
Rod, Push, Actuator, 8.682 TLG, Seat Post, 5” Drop, External Cable, CI |
|
225-00-151 |
Rod, Push, Actuator, 9.666 TLG, Seat Post, 6” Drop, External Cable, CI |
The following procedure guides you through the full rebuild of the 2017 Transfer Seatpost with External Cable Routing. The 2018+ Transfer Seatposts with External Routing are slightly different from the 2017 models and can be rebuilt using the instructions found here: 2018 Transfer Seatpost Rebuild (External) »
Additional part information and drawings for the 2017 Transfer Seatpost can be found at: Transfer Seatpost »
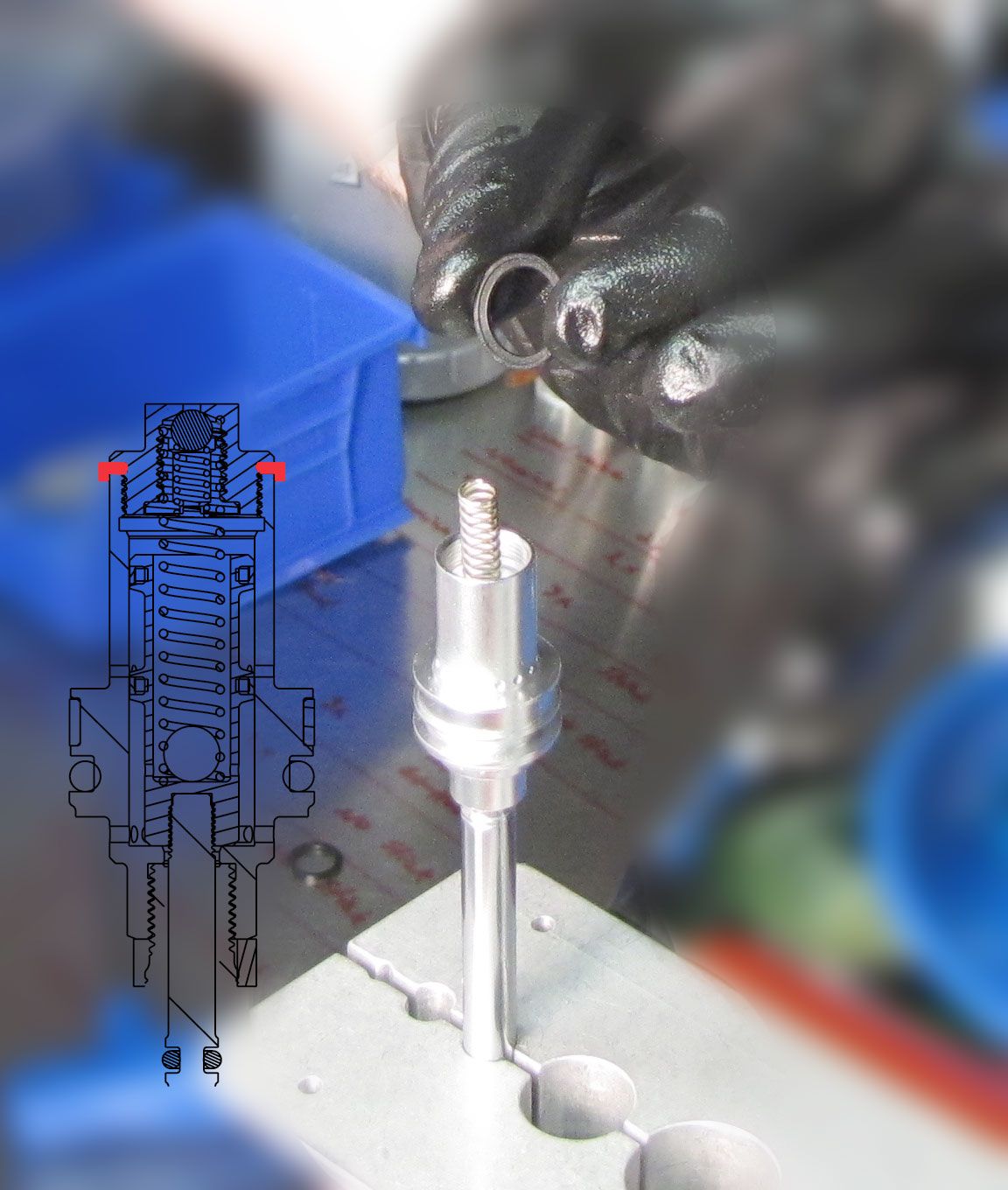
Cross Section Drawings and Index Pin Information
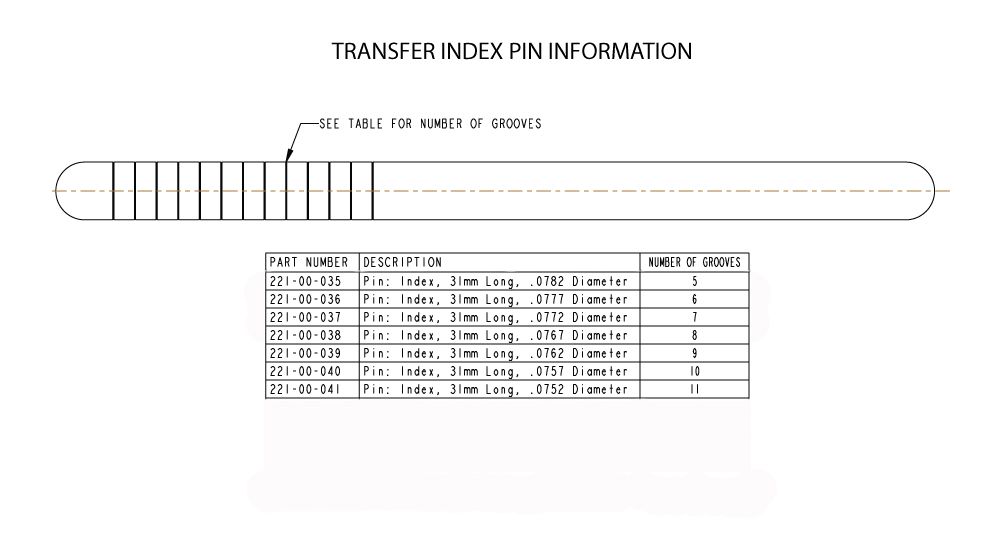
The brass Index Pins used in the Transfer Seatpost must be replaced on each rebuild and are not part of the rebuild kit. You must order Index Pins individually to meet the needs of the Transfer Seatpost being rebuilt.

Below are some cross section drawings that may be helpful to understand the complete assembly of the seatpost.



Troubleshooting
Contamination or damage to the Pressure Relief Valve Assembly can cause an oil leak that allows the post to travel up when unweighted and down when weighted by a rider without actuation of the remote lever.
If experiencing these conditions, please replace the original Pressure Relief Valve Assembly as shown in the rebuild instructions below.

Disassembly

Step 1
Clean your bike work stand clamps and the exterior of the seatpost to prevent damage during clamping. Remove all saddle hardware and set aside. Clamp the upper post horizontally by the head in your bike work stand so that the post cannot rotate.
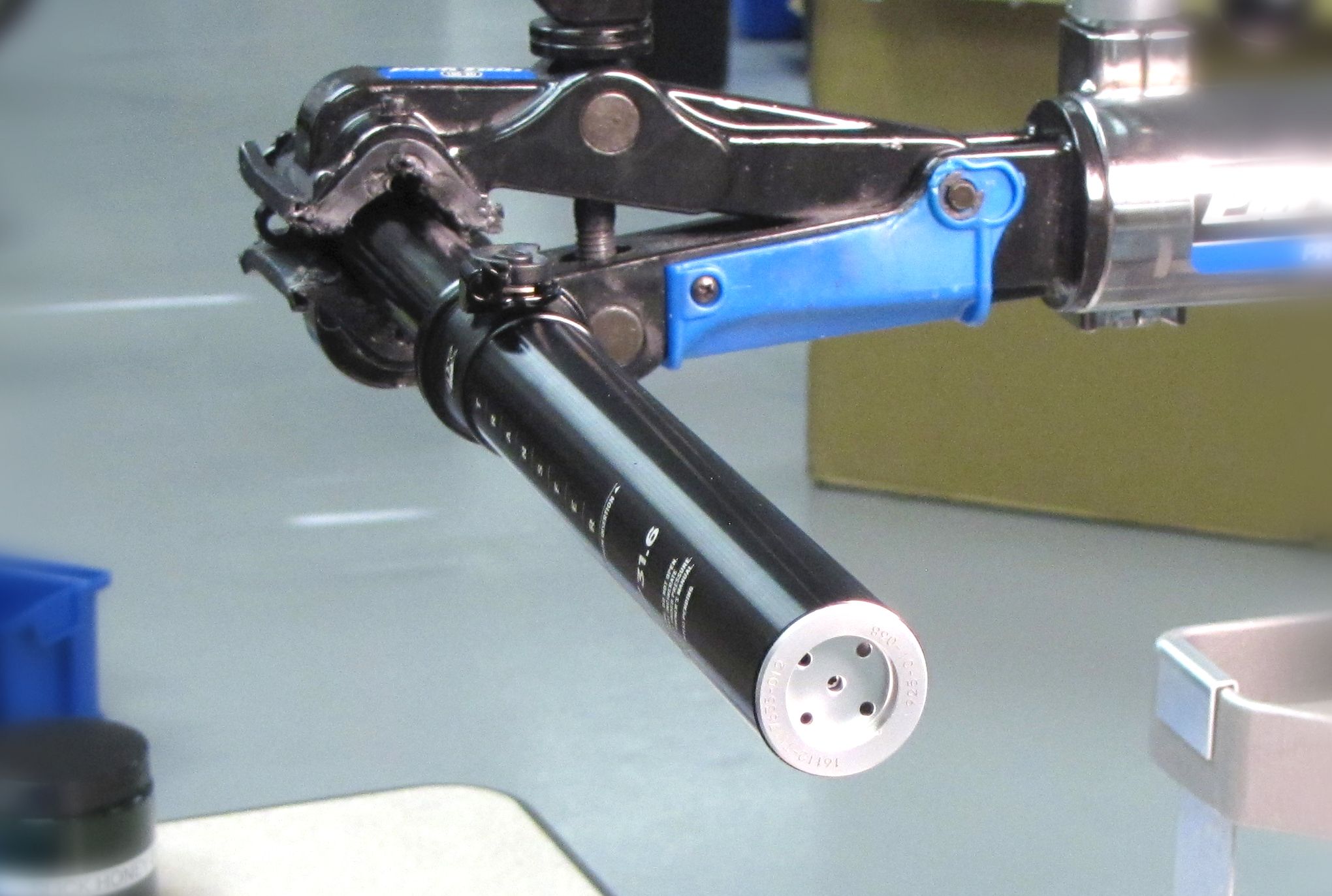
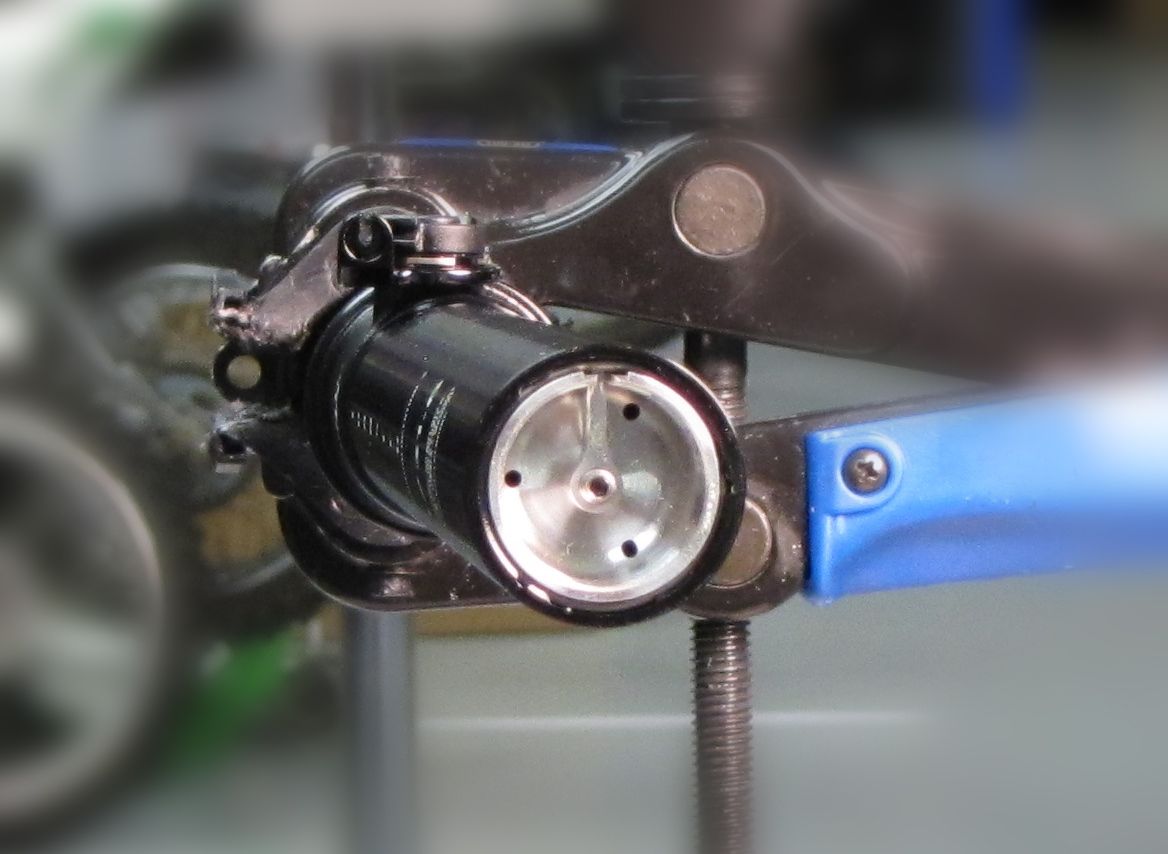
Step 2
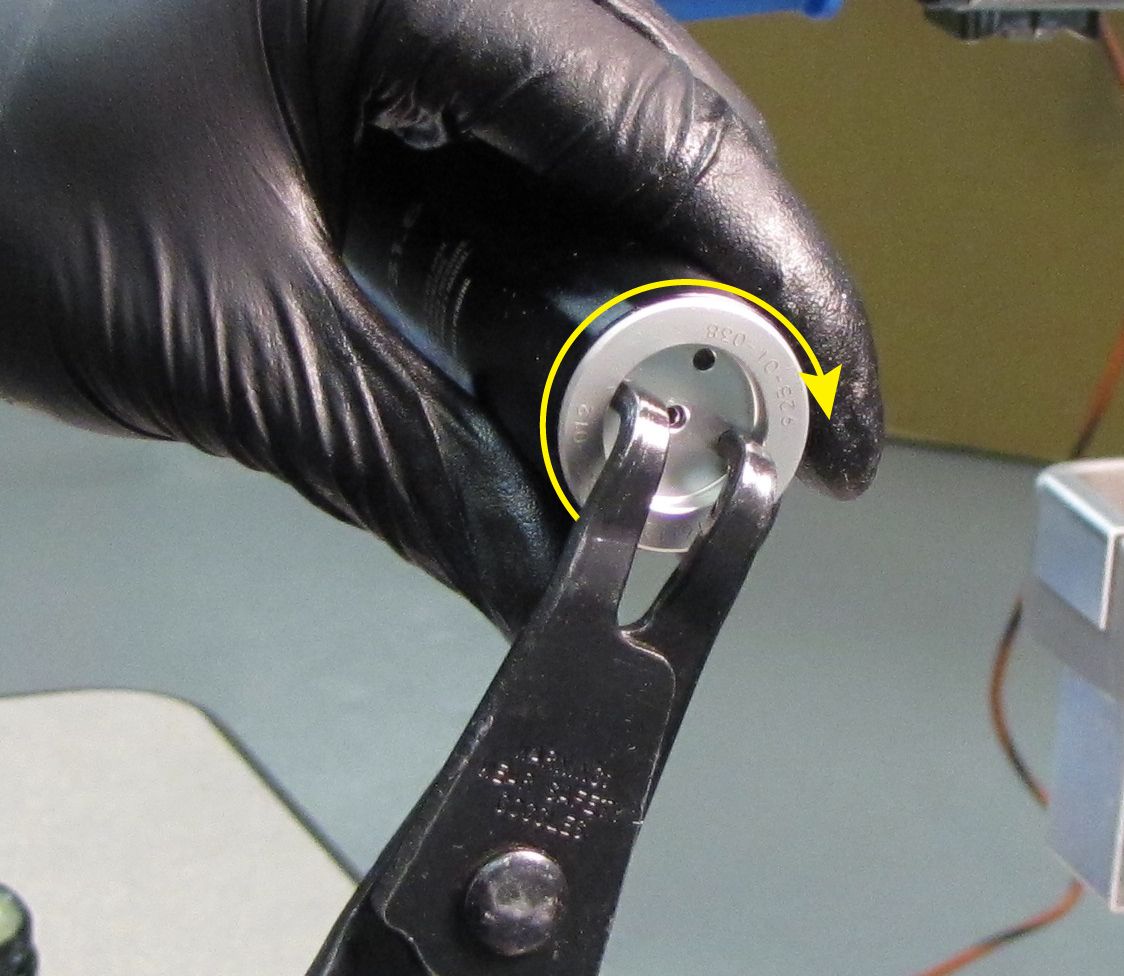
Turn the 2mm hex in the center of the bottom cap fully counter-clockwise until it gently stops. This increases clearance under the bottom cap and prevents the pin spanner from damaging the Actuator Beam in the next step.
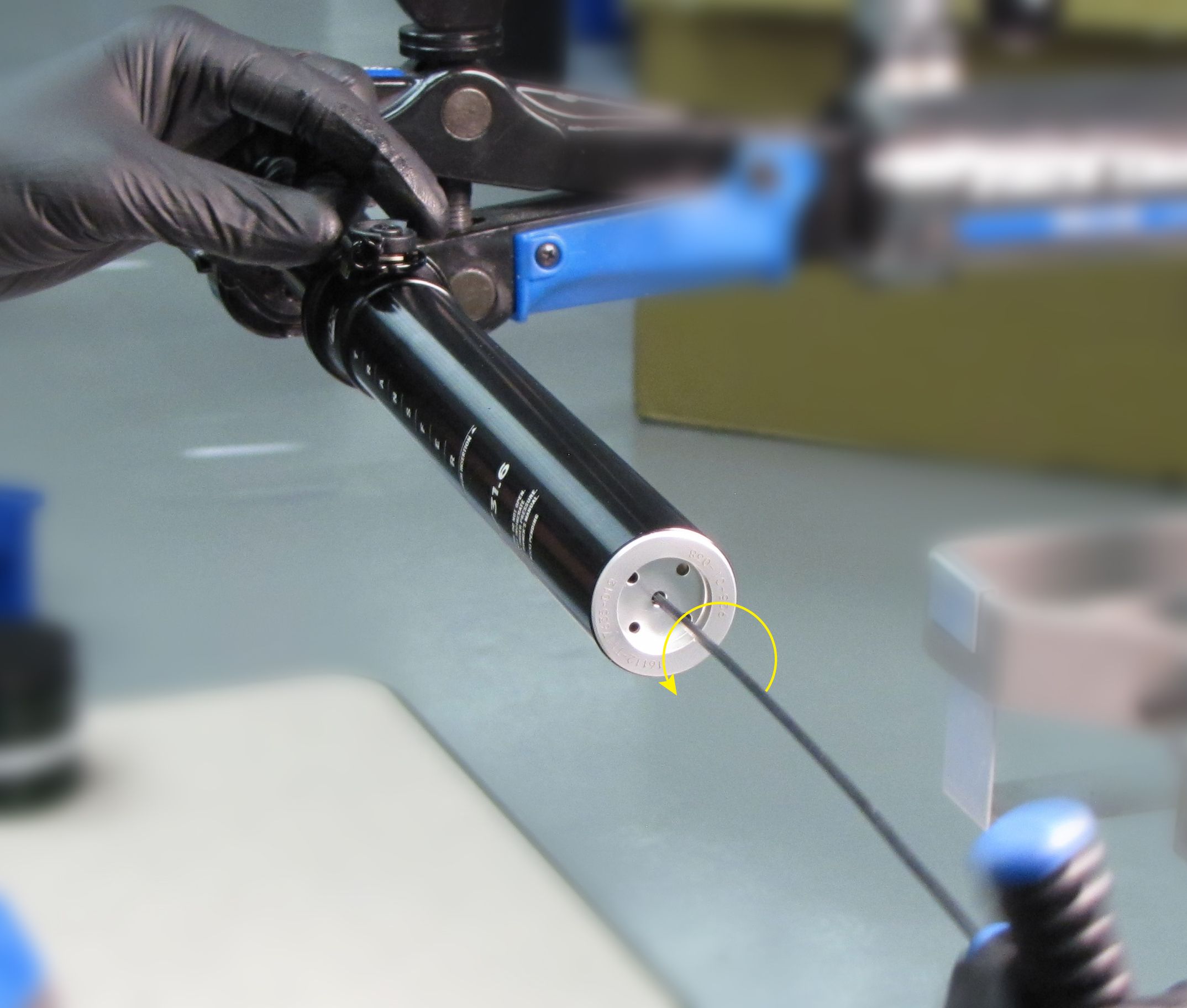

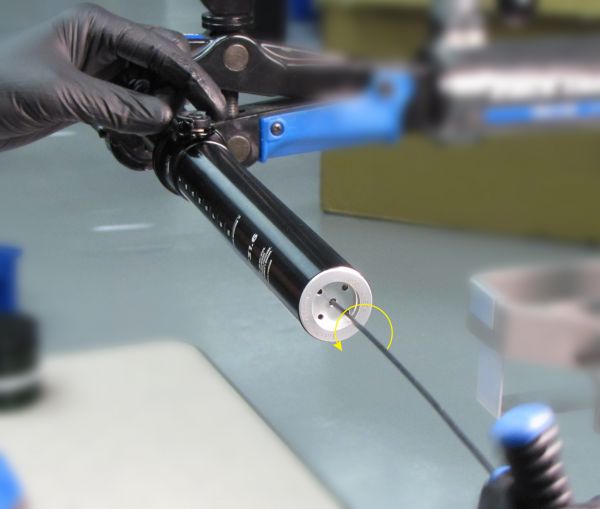
Step 3
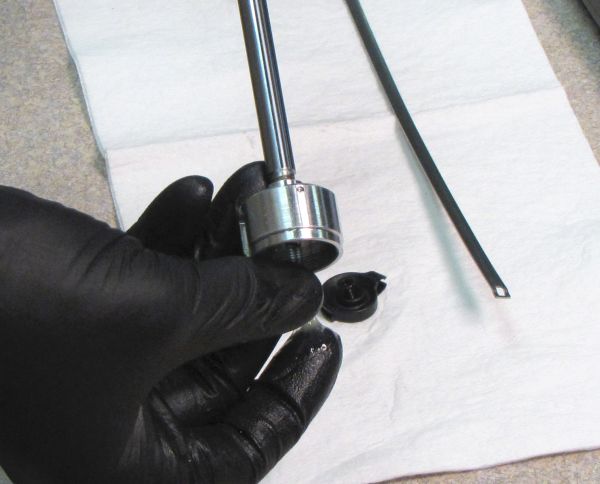
Unthread the Bottom Cap counter clockwise with a pin spanner (2.5mm pins) to remove it from the lower post.



Step 4
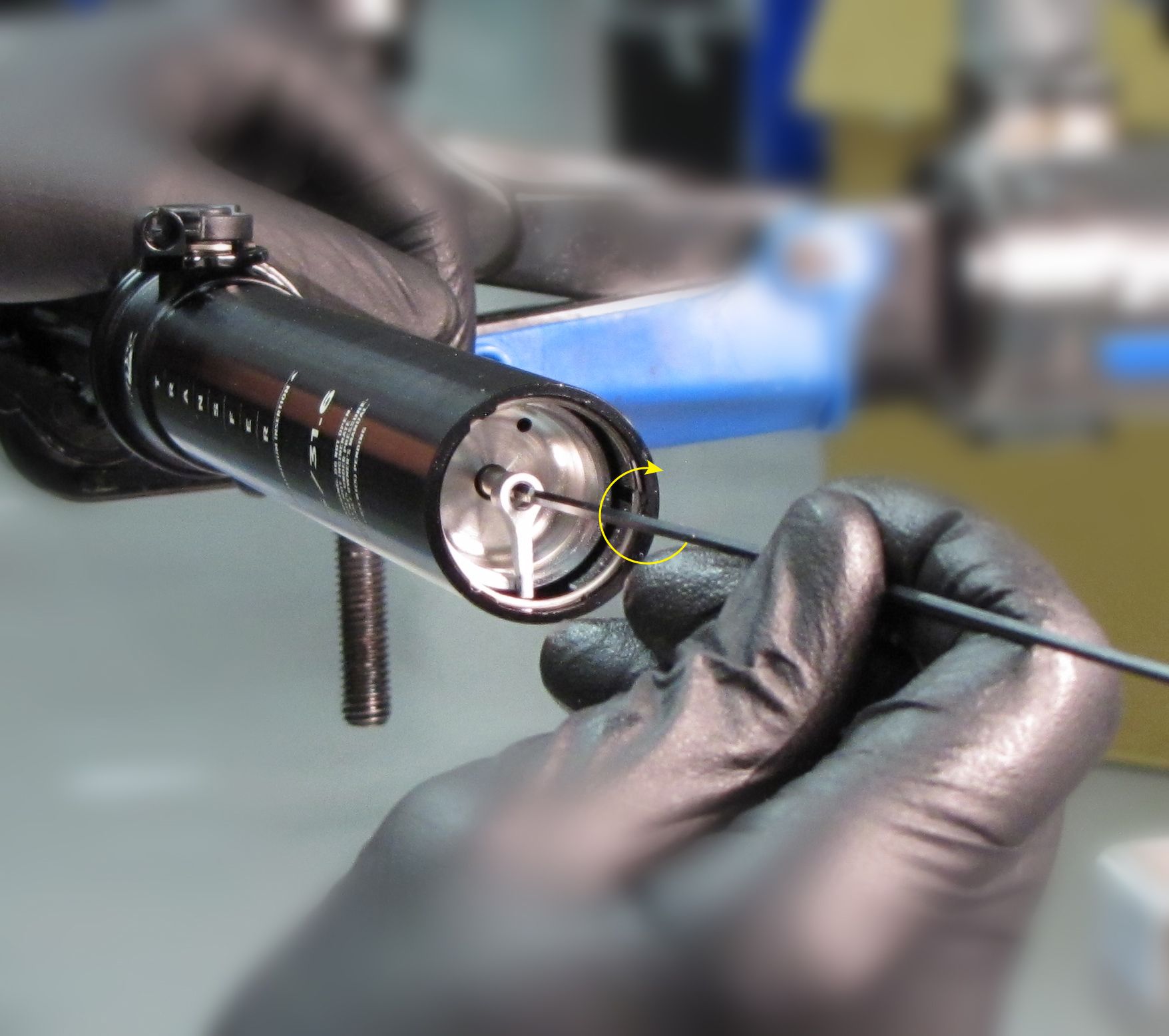
Turn the 2mm hex at the end of the Push Rod clockwise until the Actuator Beam unthreads. Remove the Actuator Beam and set it aside.


Step 5
Remove the wire retaining ring from within the lower post and set it aside.



Step 6
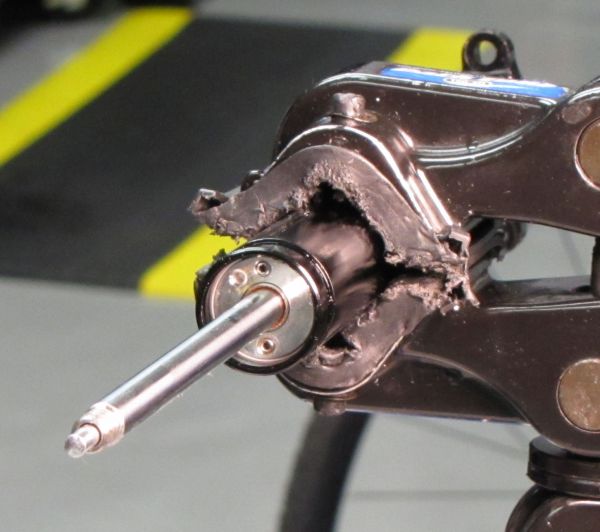
Hold the seatpost by the Lower Post then gently strike the post head against a padded work surface to expose the Shaft and Shaft Lug. It may require some force to push the Linkage Connector past the Base Lug.




Step 7
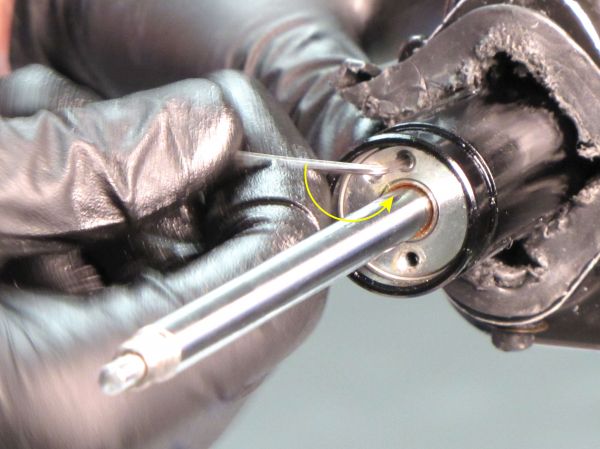
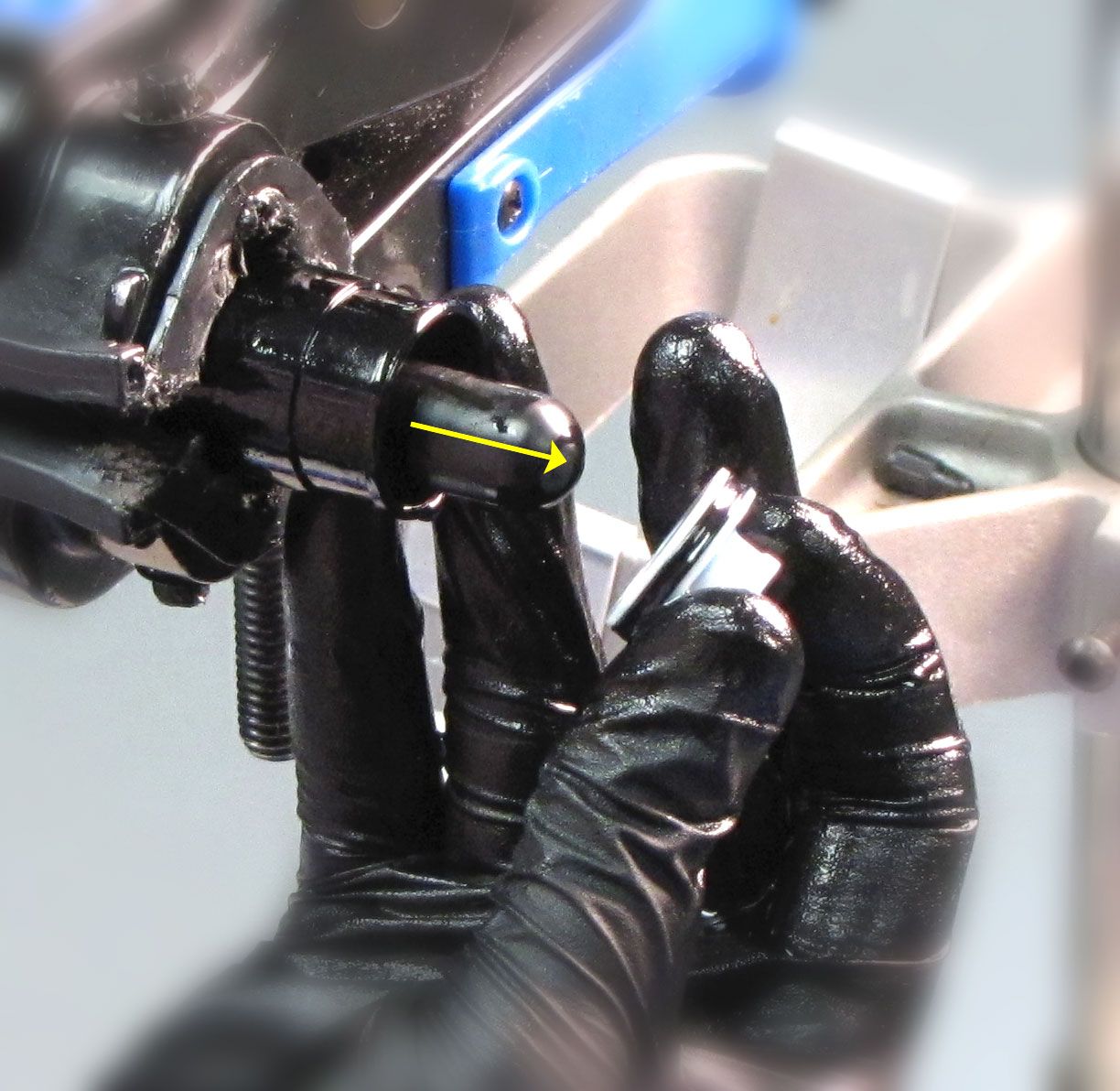
Remove the 2mm anti-rotation ball bearing and set it aside.



Step 8
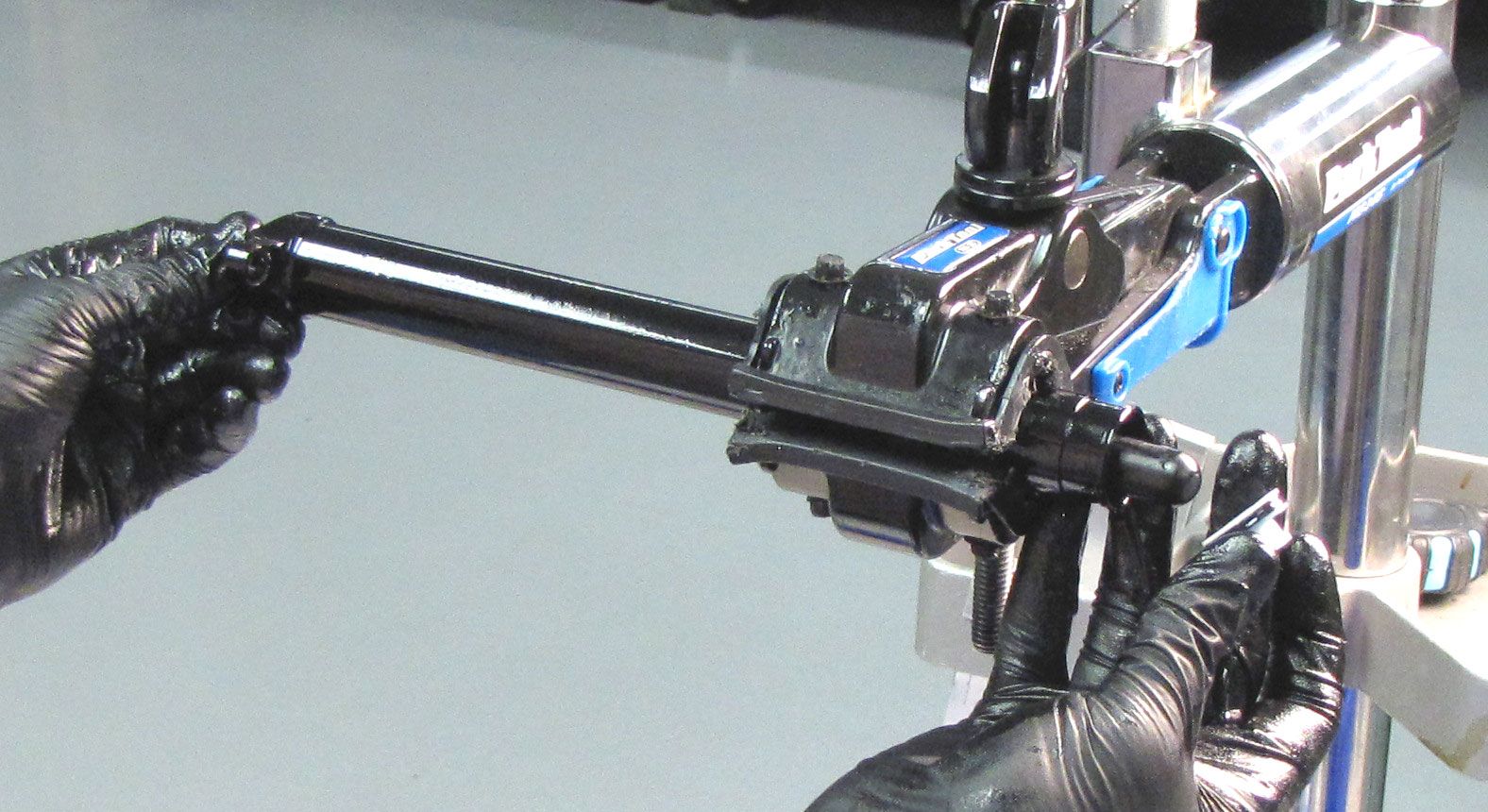
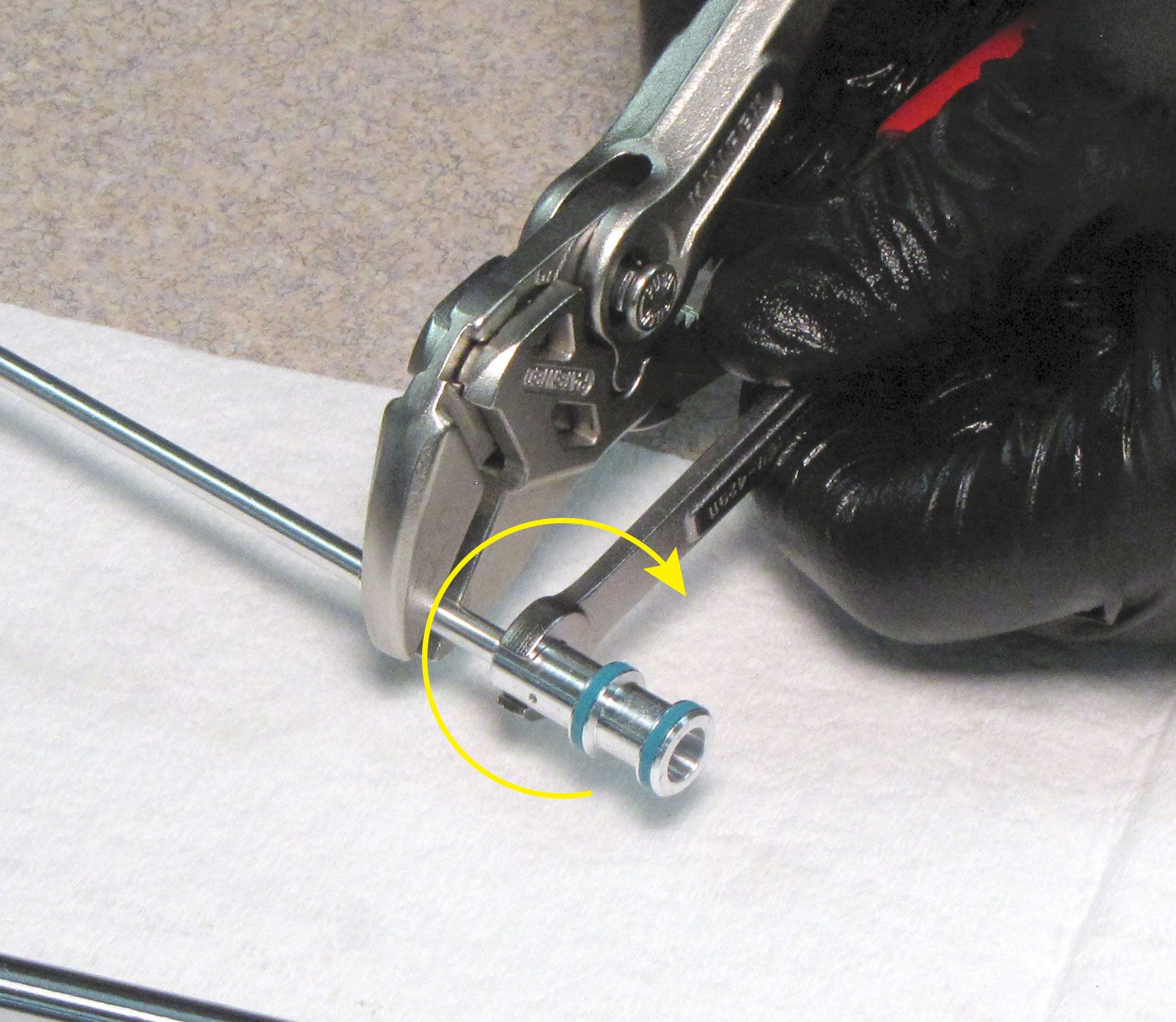
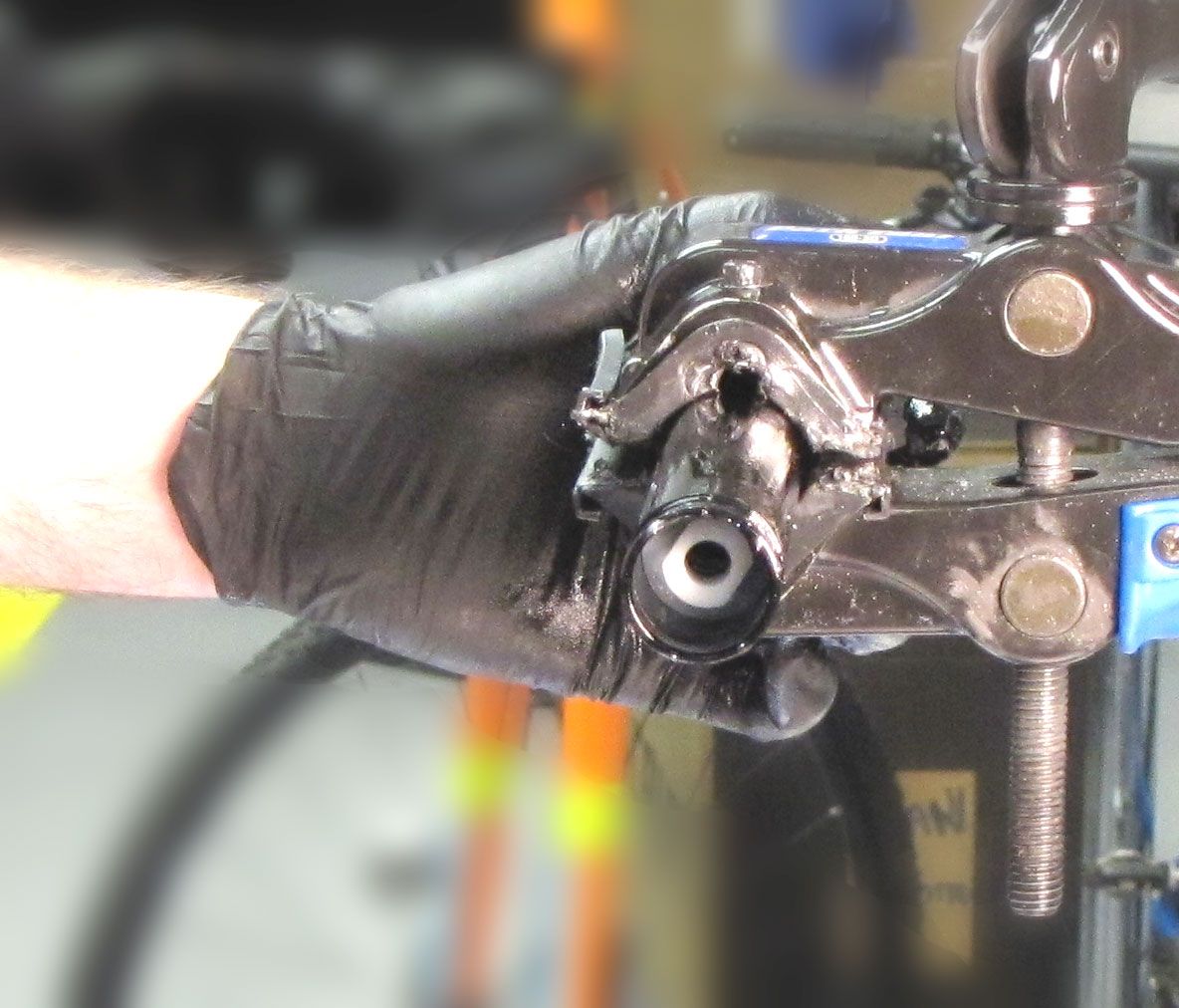
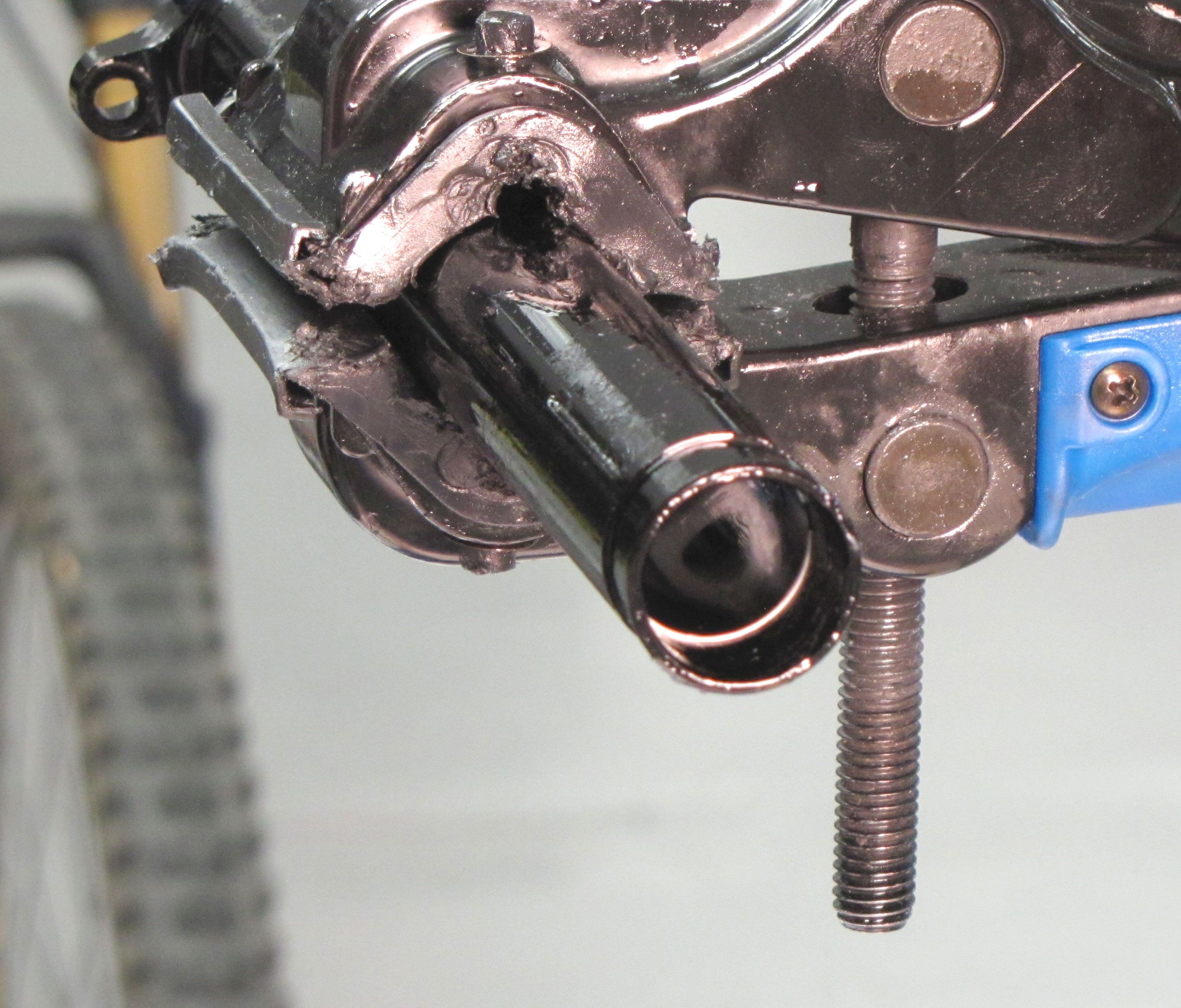
Carefully clamp the Shaft in your shaft clamps (PN: 803-00-147) using proper shaft clamp techniques to prevent damage to the sealing surface, then unthread the Shaft Lug counter clockwise with a 10mm wrench to remove it.




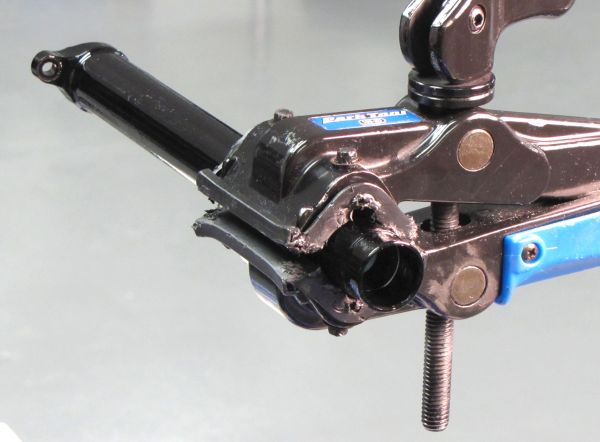
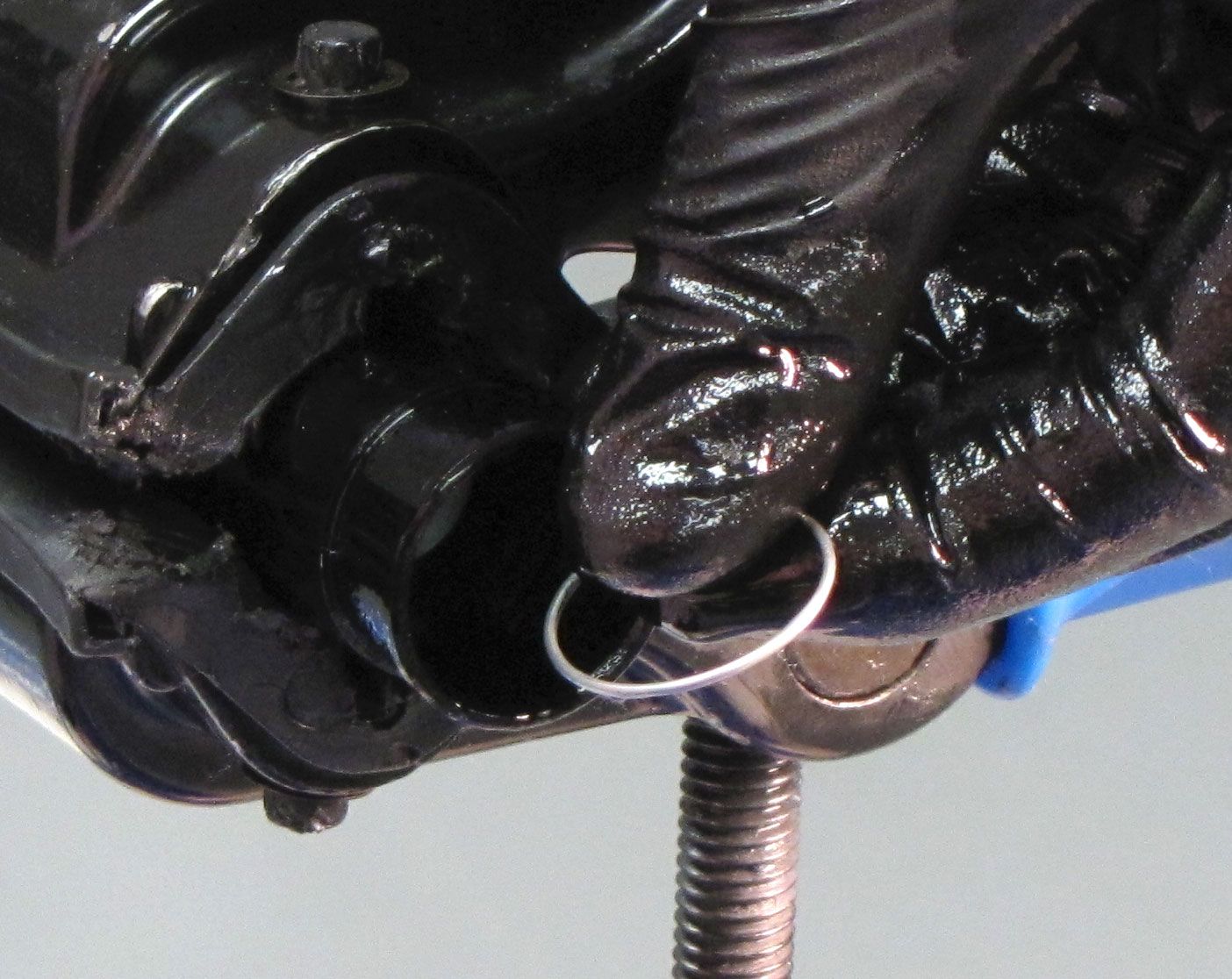
Step 9
Carefully insert the Upper Bushing Removal Tool (PN: 803-01-127) into the Lower Post with the plastic end first. Align the grooves in the tool with the Connector Linkage within the lower seatpost. Reinstall the wire retaining ring into the Lower Post to capture the nut as shown.




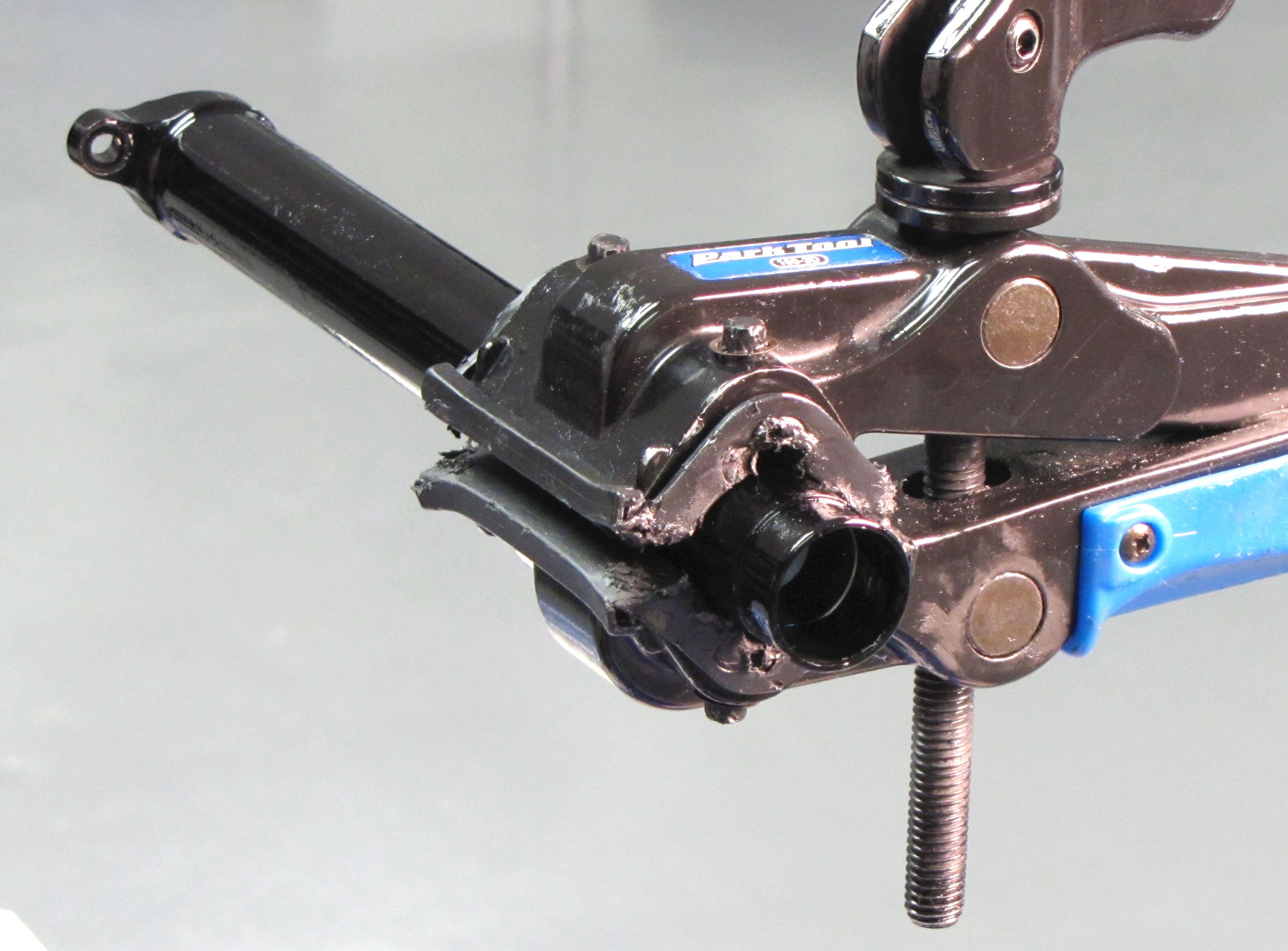
Step 10
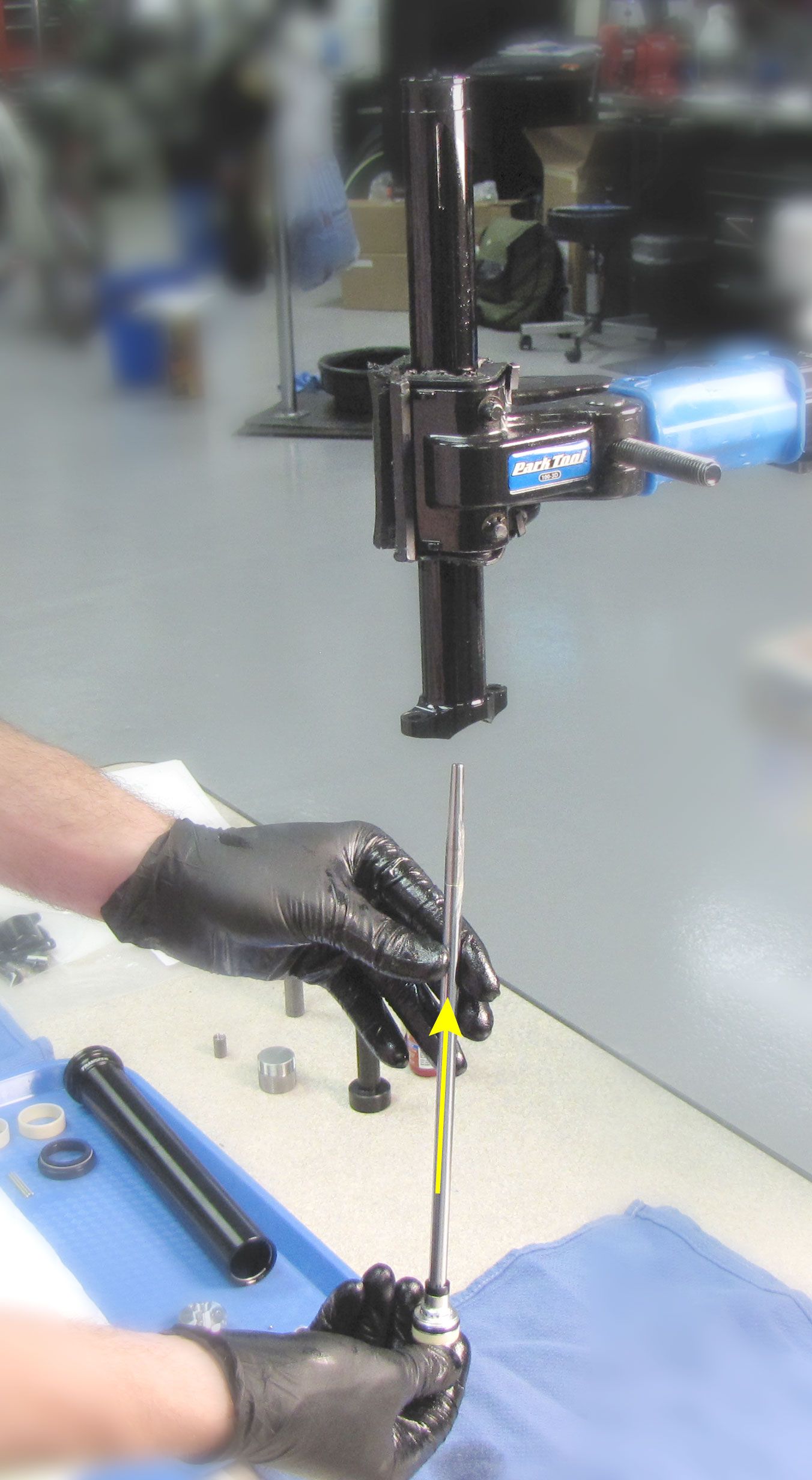
Hold the 22mm wrench flats and slowly thread the tool into the post clockwise with a 15mm socket to push out the Upper Bushing and Wiper Seal.






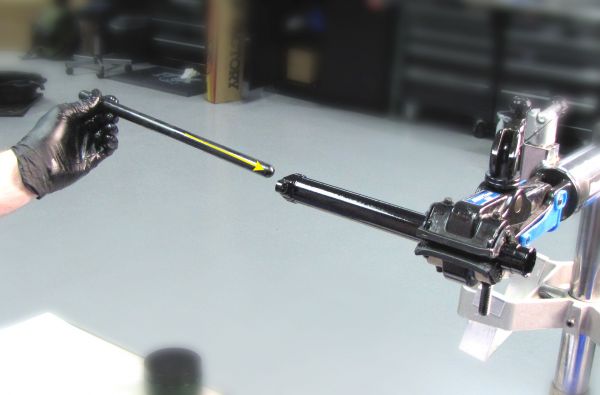
Step 11
Pull the Upper Post from the Lower Post to separate. Keep the post low over your bench to prevent the 3 brass Index Pins from getting lost. Remove the Upper Bushing Removal tool by pulling it out from the top of the Lower Post.




Step 12
Remove the Lower Bushing, Upper Bushing, and Wiper Seal.




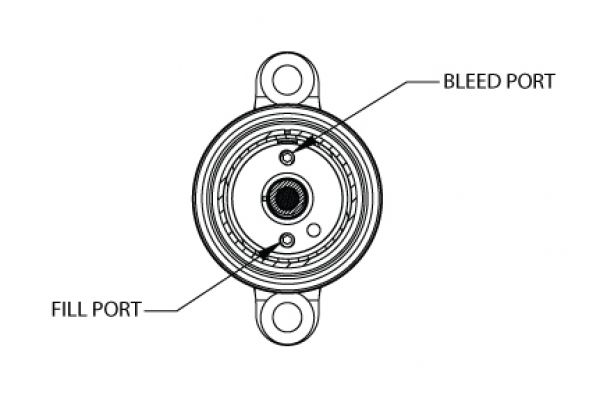
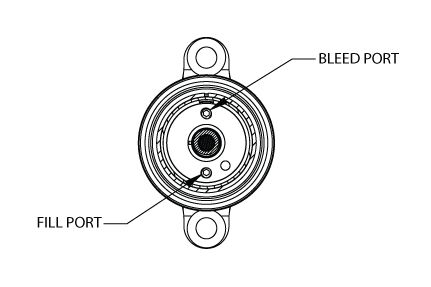
Step 13
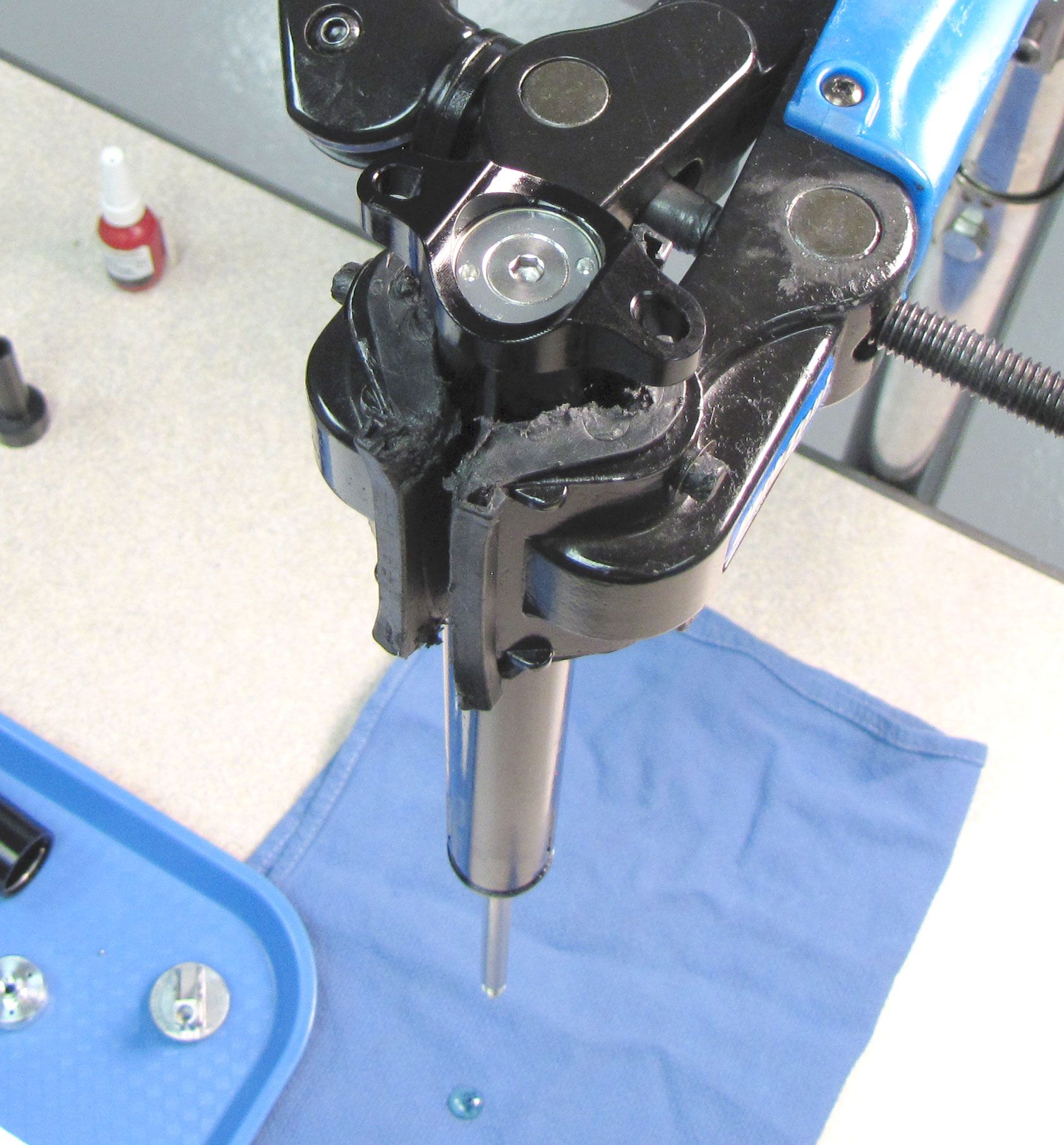
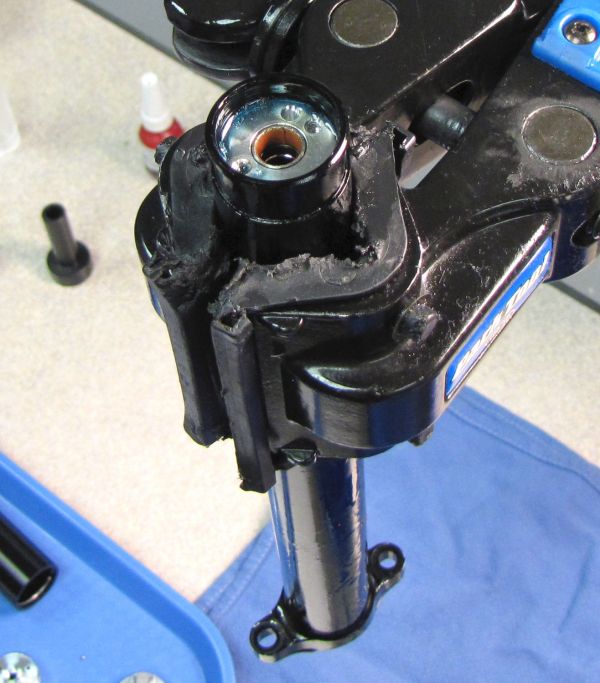
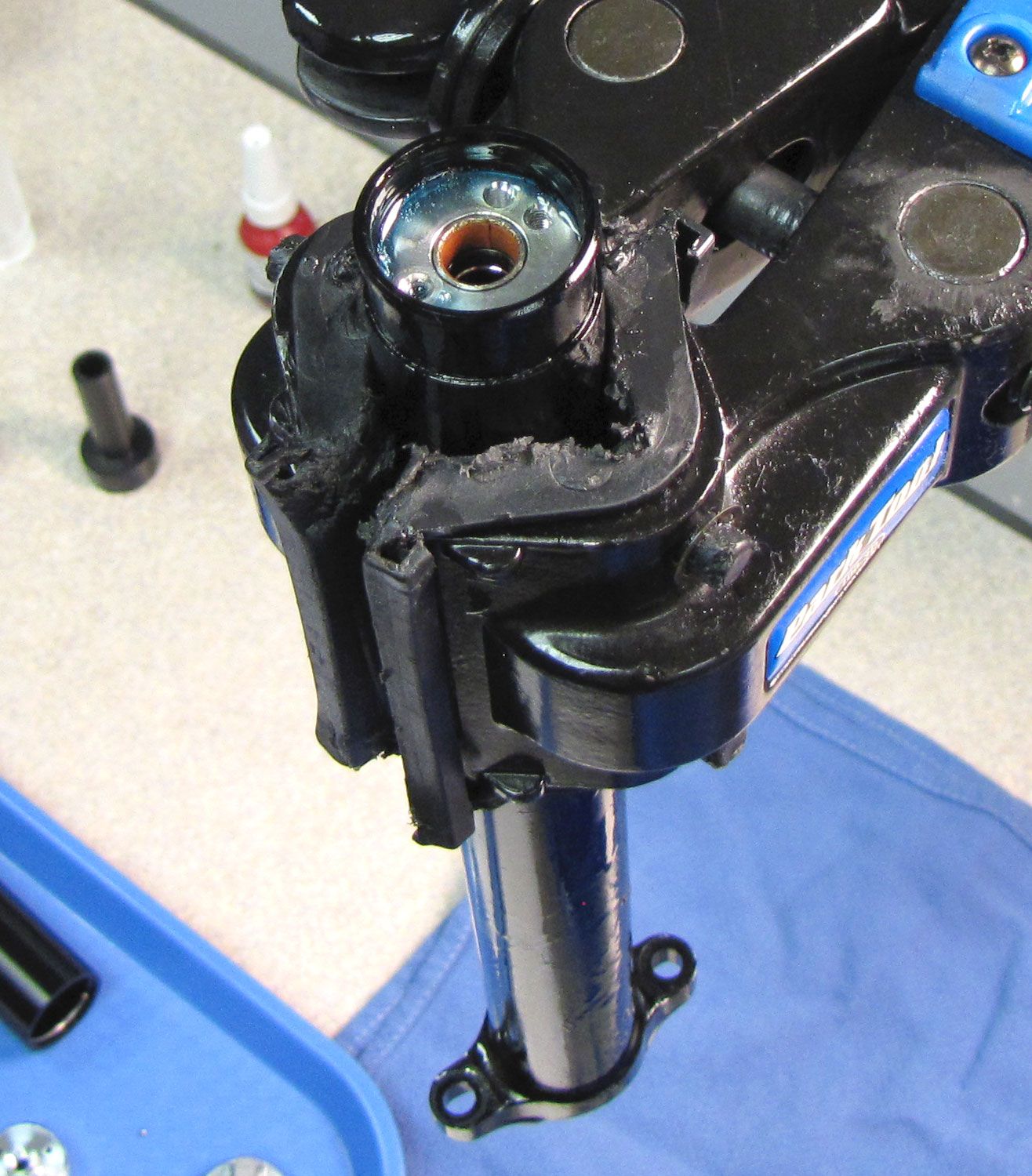
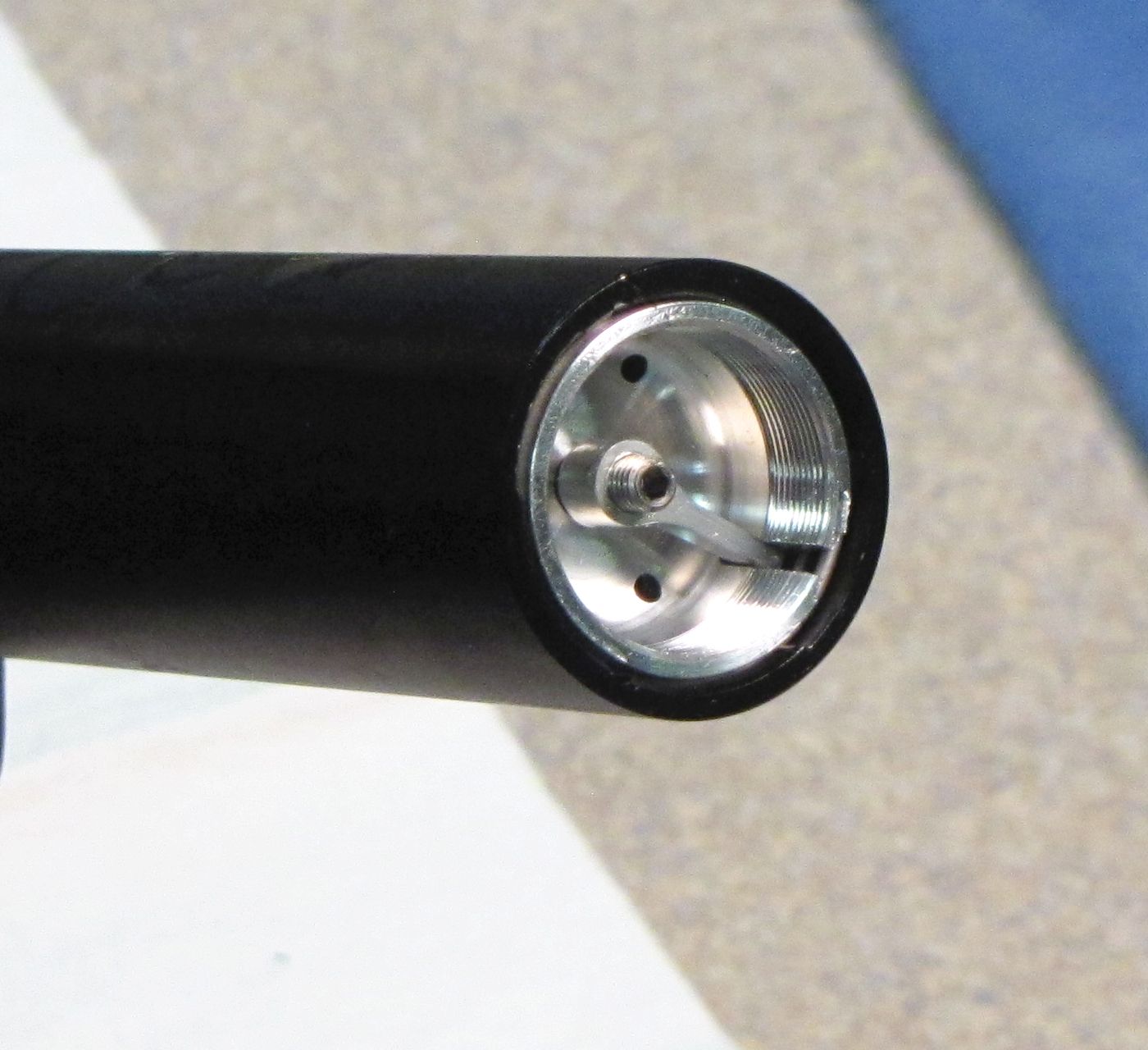
Clamp the Upper Post in your bike work stand, then slowly unthread the bleed screw to release IFP pressure. Remove the screw from the Sealhead with a 1.5mm hex wrench. The bleed screw is the M3 screw that is farthest from the blind hole in the Sealhead. Make sure that all pressure is released before moving on to the next step. Remove the 0.083" ball bearing from beneath the bleed screw. A magnet may be necessary for removal.



Step 14
Remove the fill screw from the Sealhead with a 1.5mm hex wrench. The fill screw is the M3 screw closest to the blind hole in the Sealhead. Remove the 0.083" ball bearing from beneath the bleed screw.


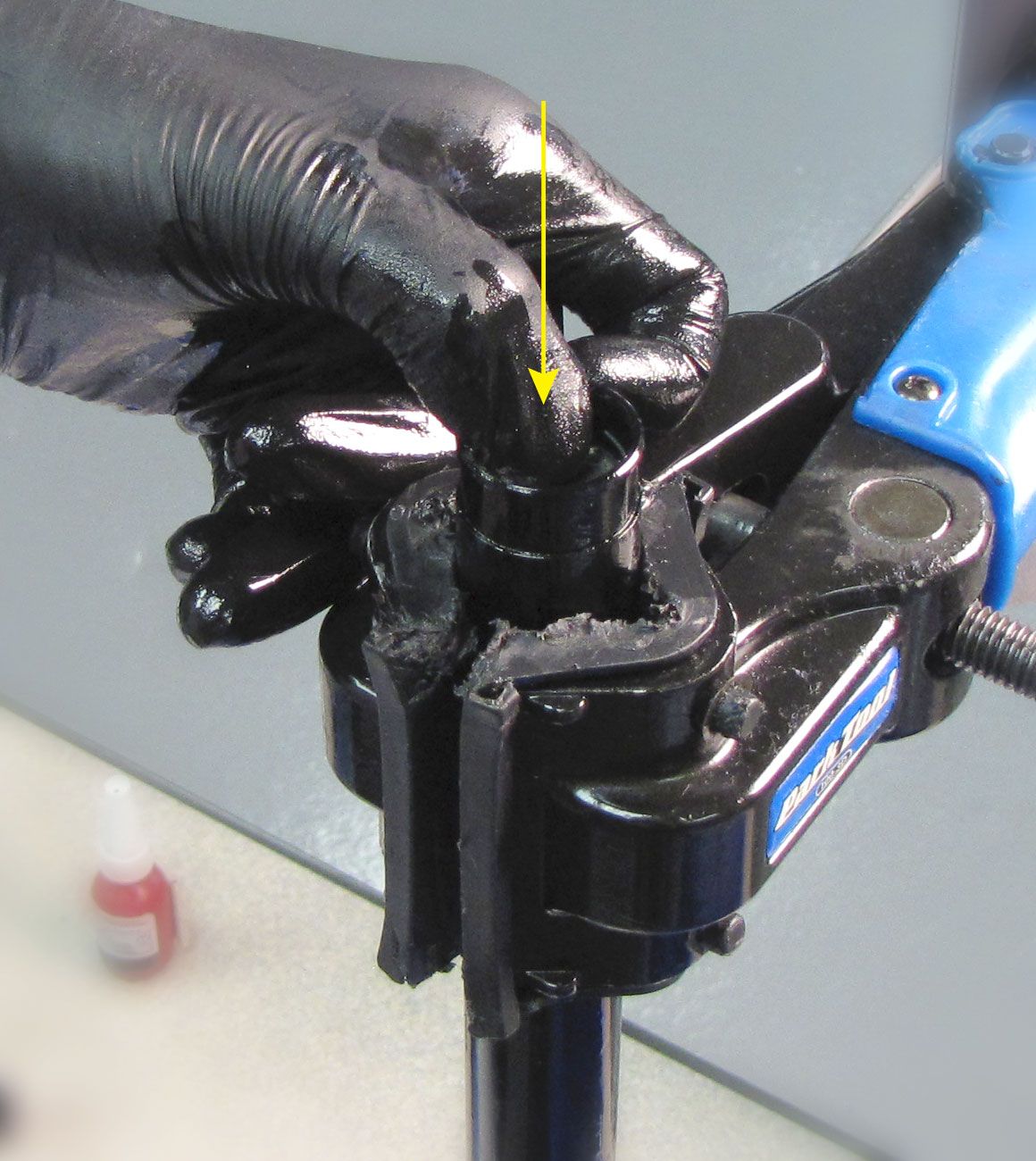
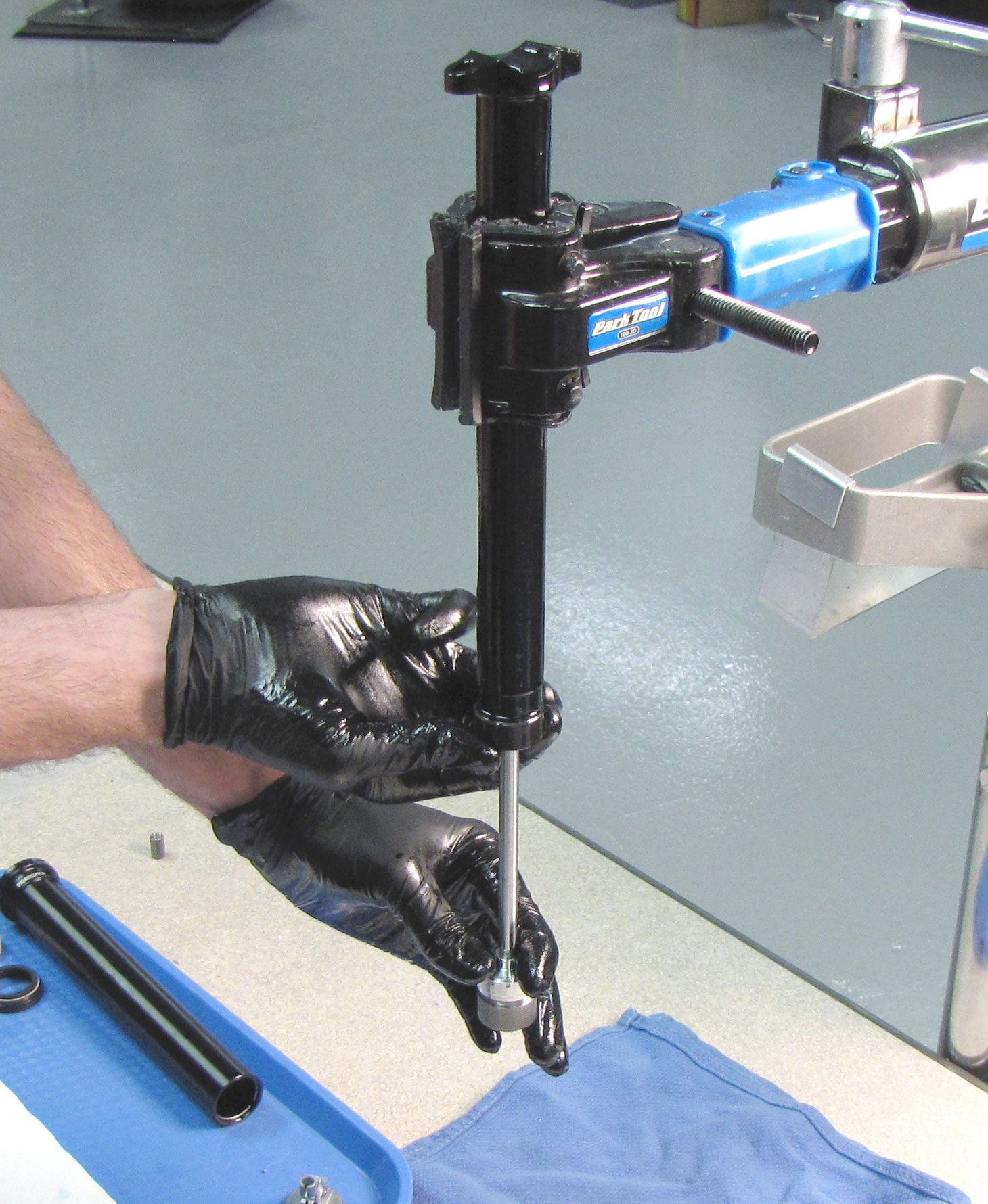
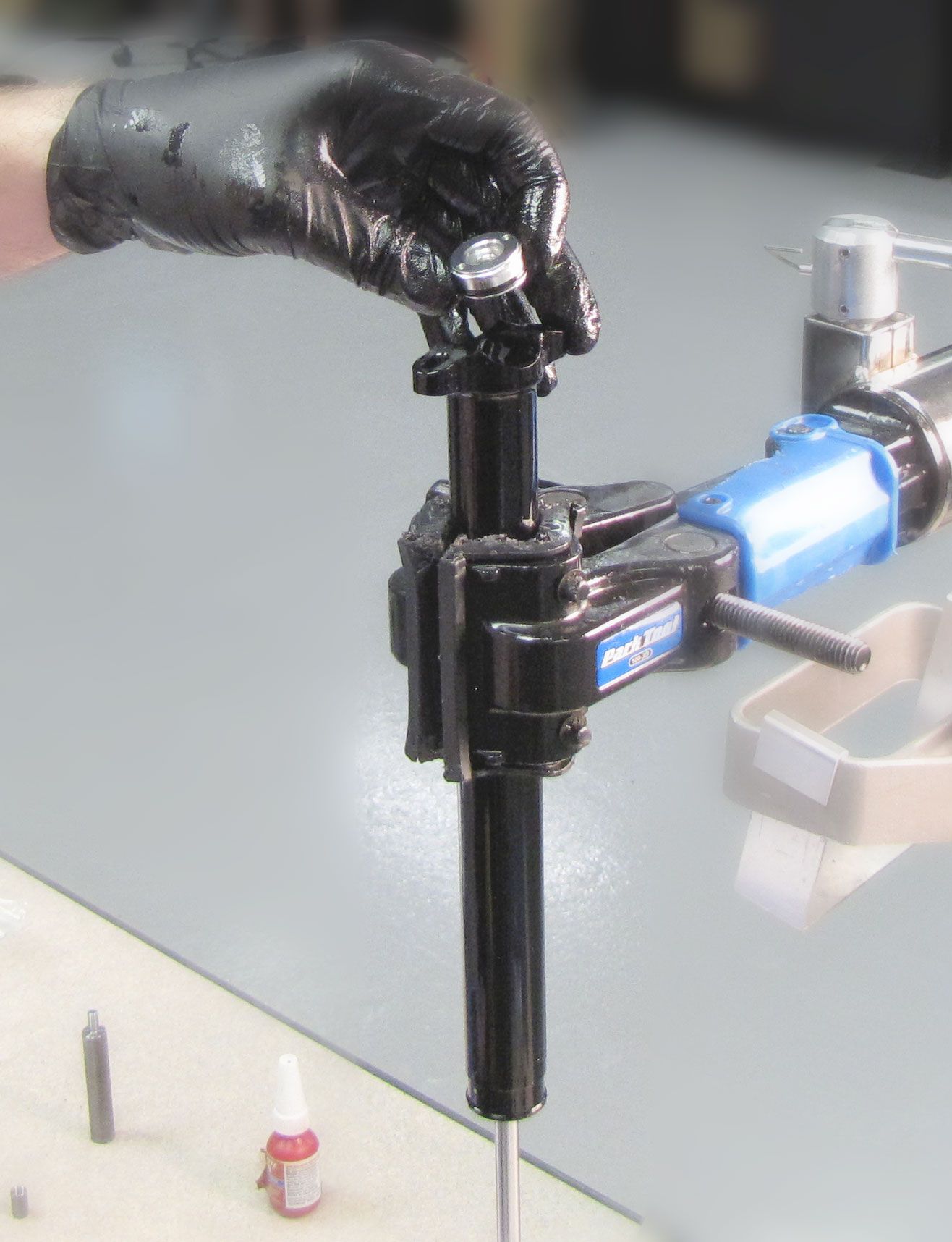
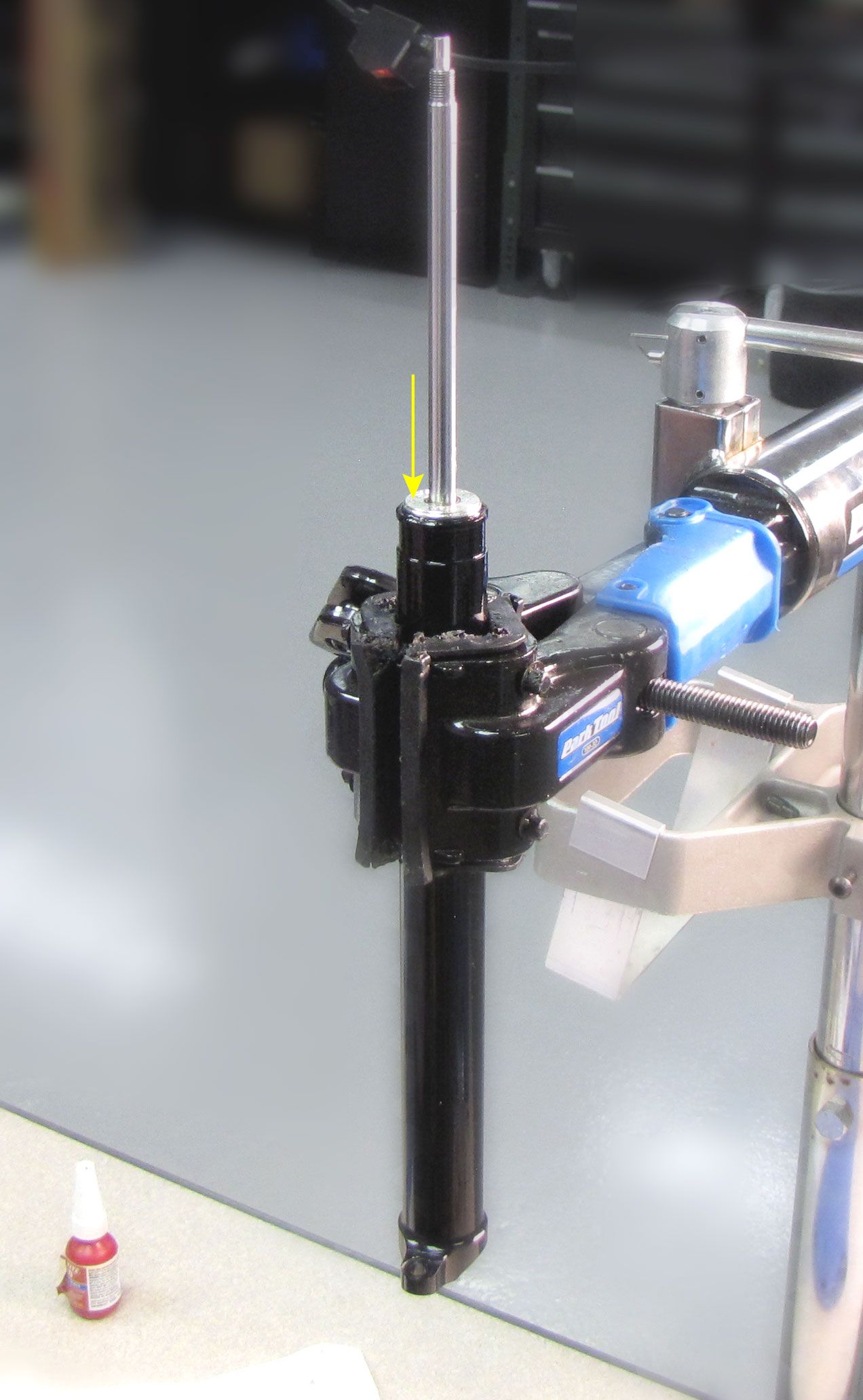
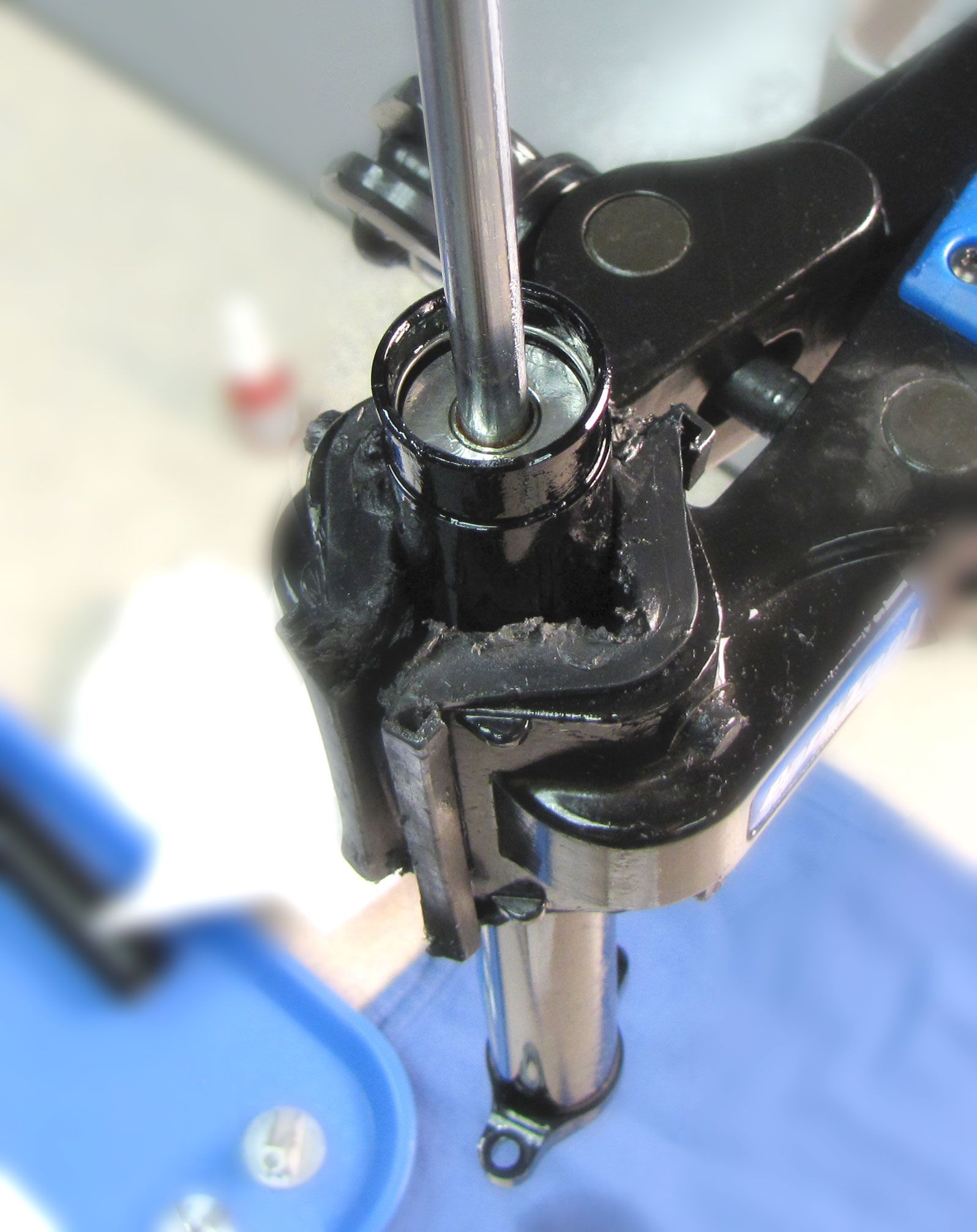
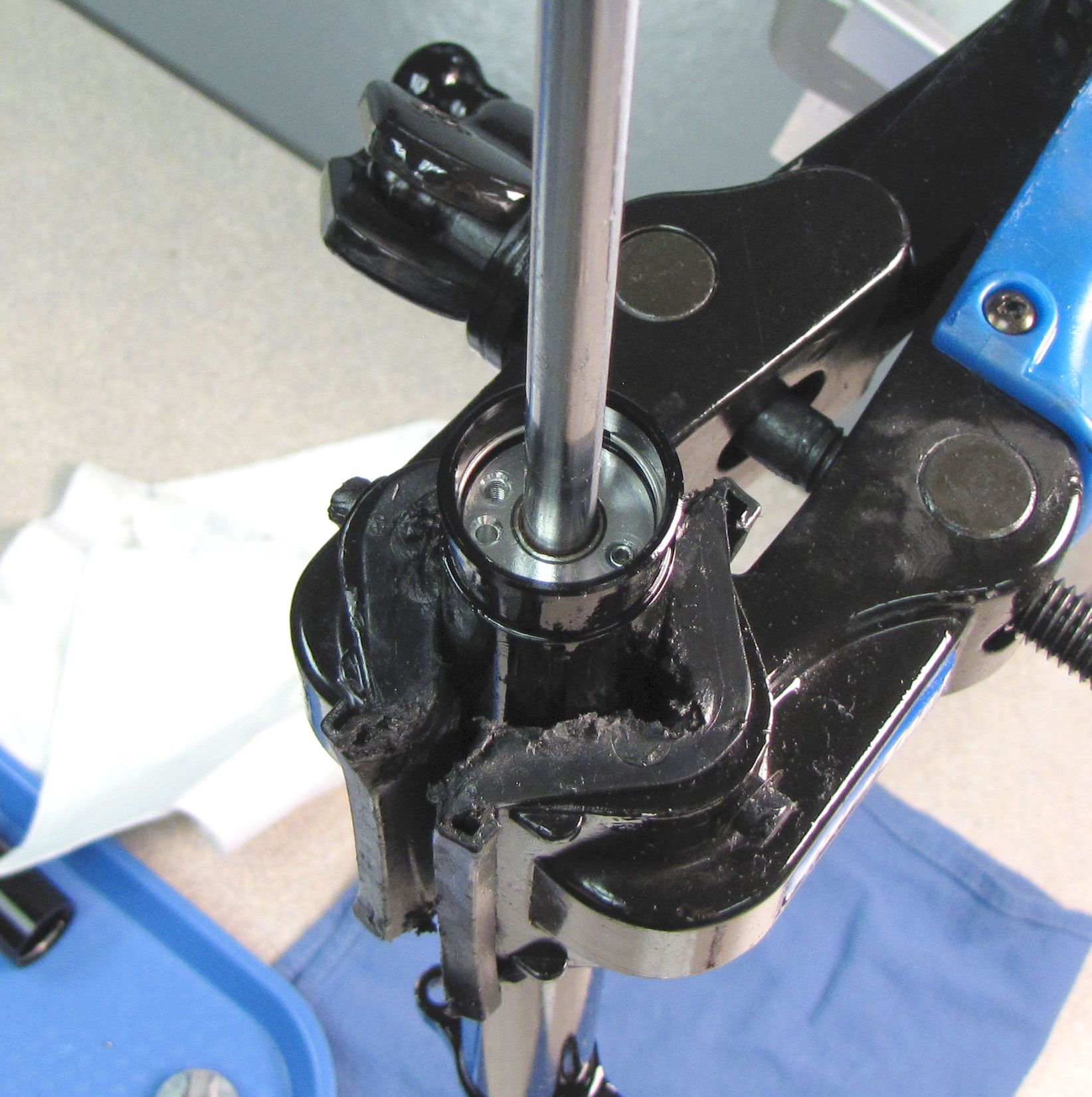
Step 15
With the Upper Post clamped vertically in your bike work stand, hold the Spool Valve Cap with your pin spanner, then unthread (counter-clockwise) and remove the M6 screw with a 4mm hex wrench. Remove the o-ring from beneath the M6 screw.





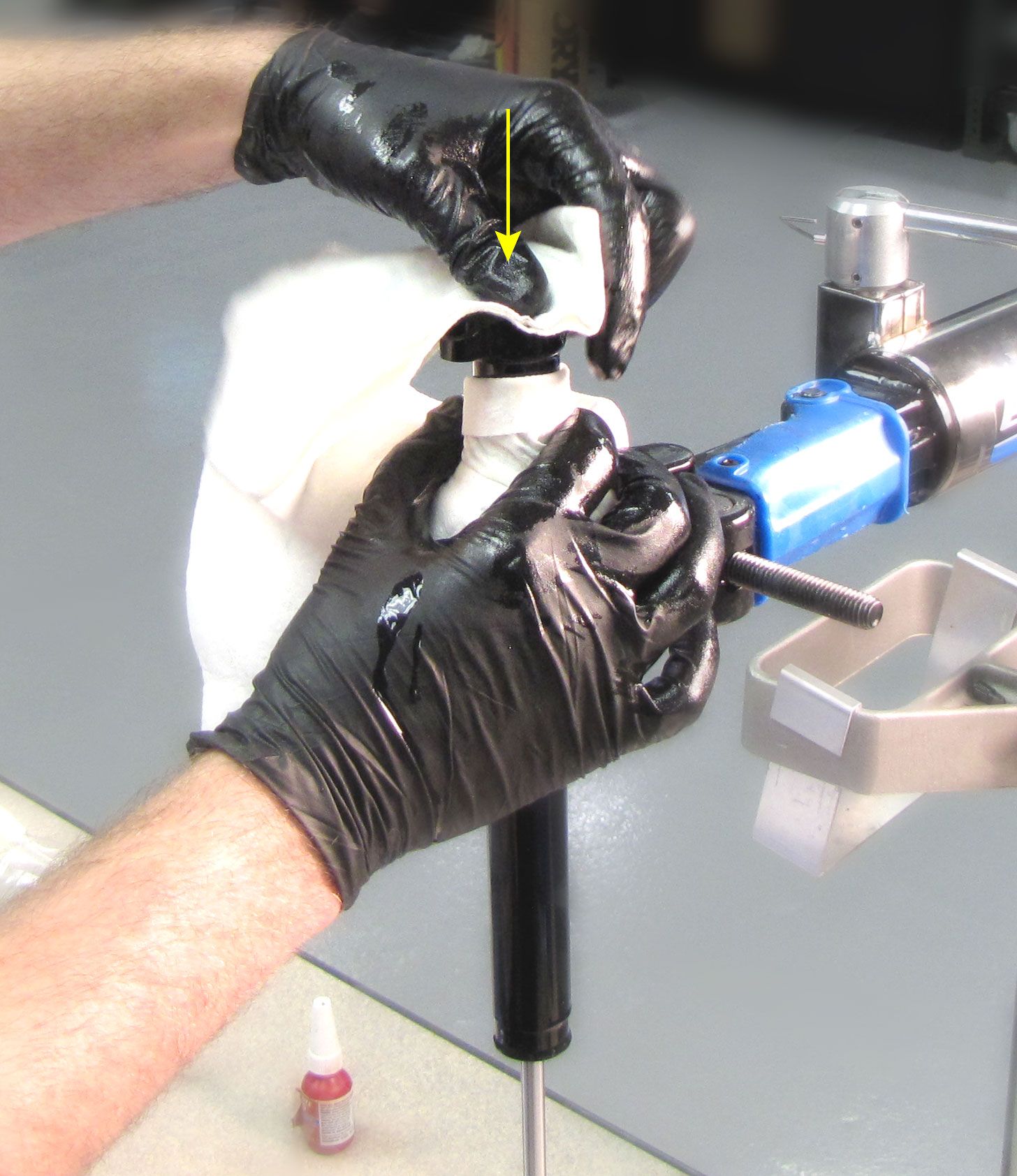
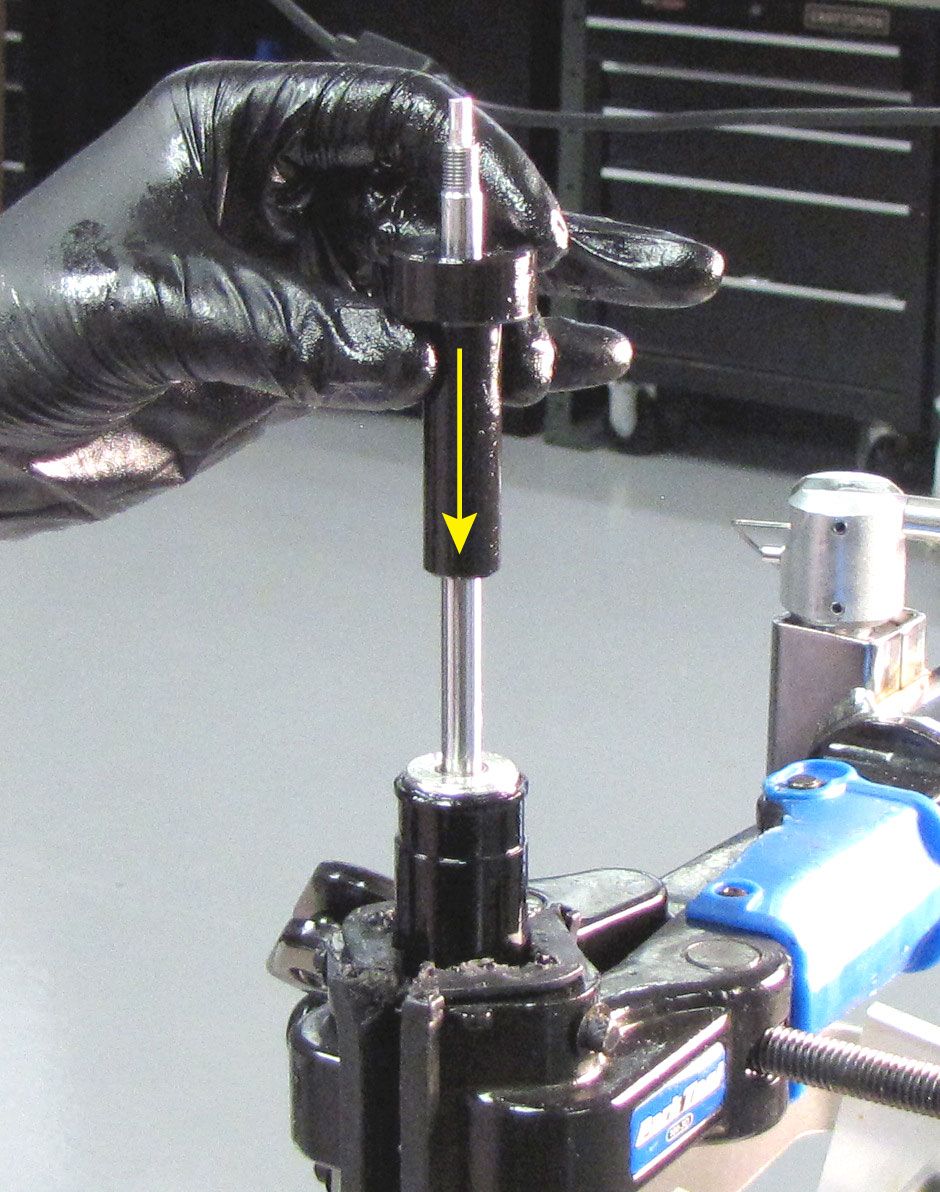
Step 16
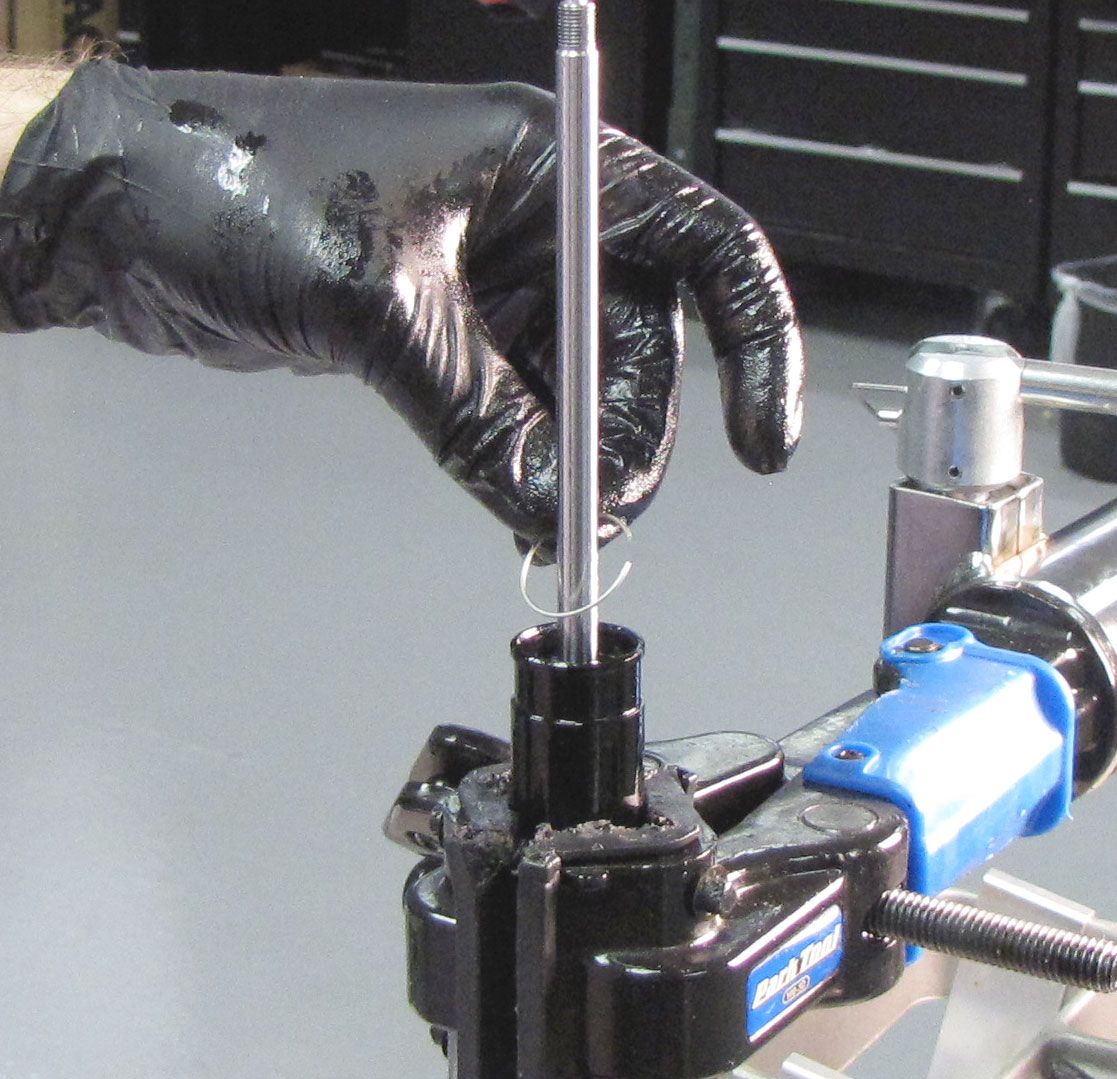
Slowly press the Spool Valve Cap down into the Upper Post to make room to access the wire retaining ring. Oil will spray out at this point. It is recommended to cover the post with a lint-free paper towel before doing this step. No paper towel is shown in order to illustrate the step more clearly.



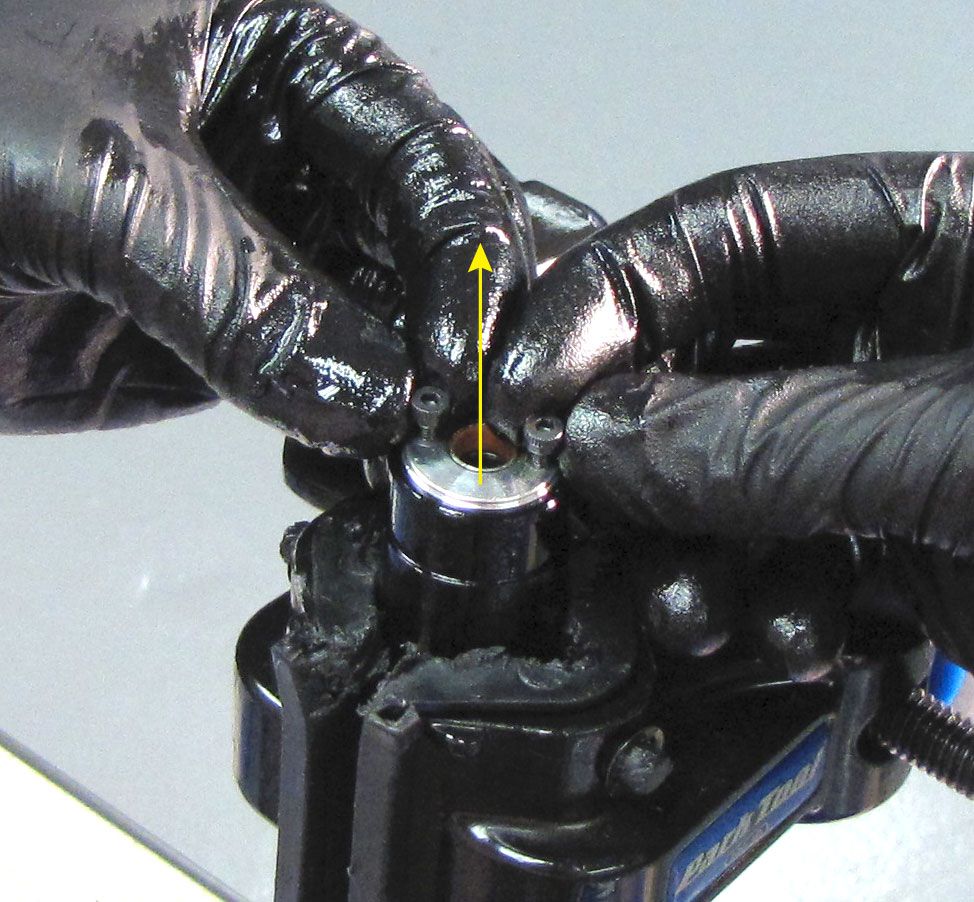
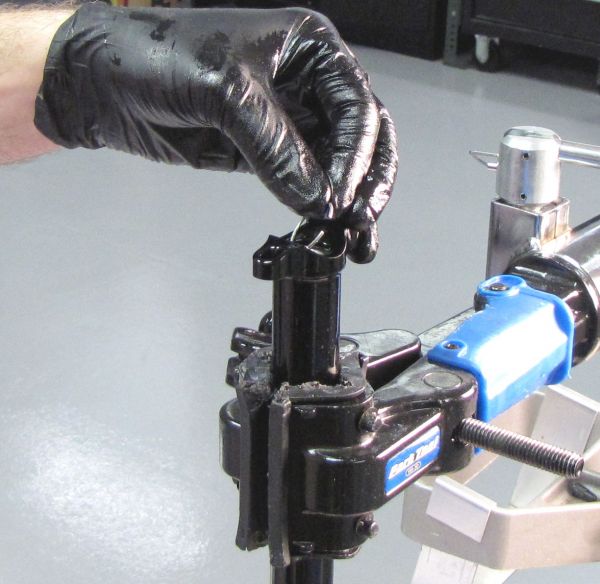
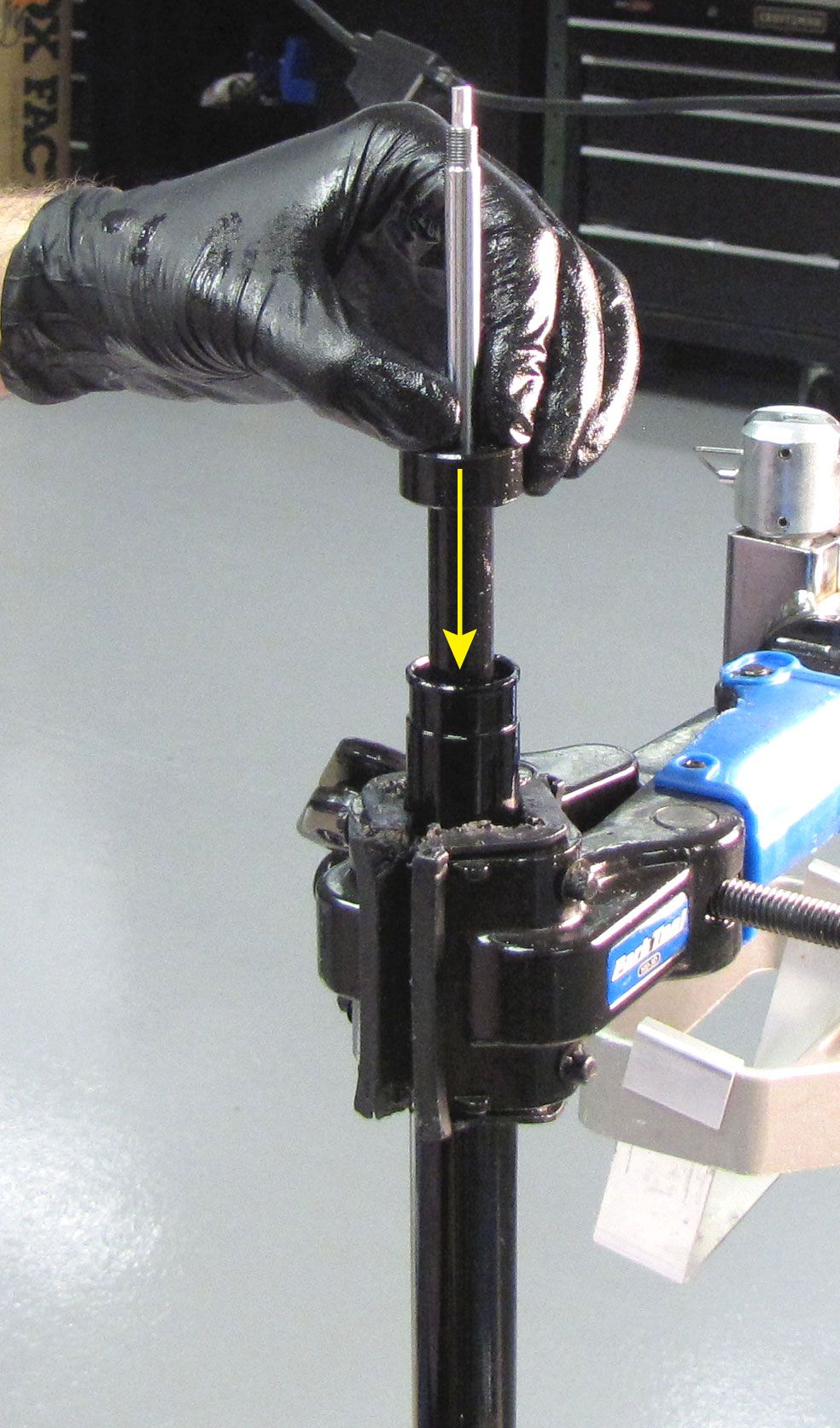
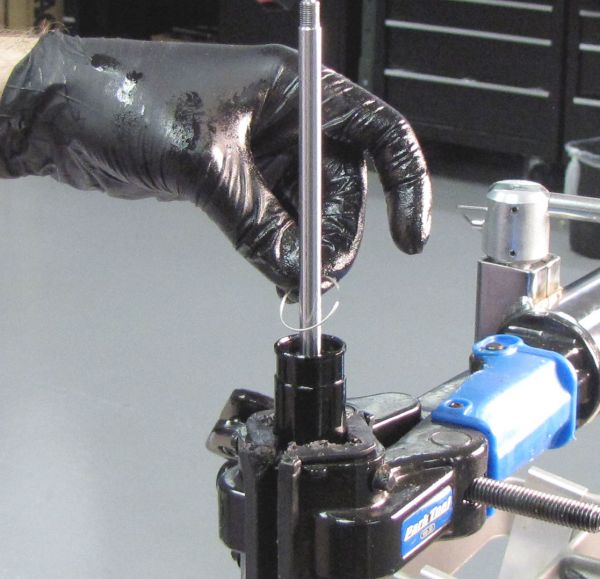
Step 17
Use a shim to remove the wire retaining ring. Set the ring aside.




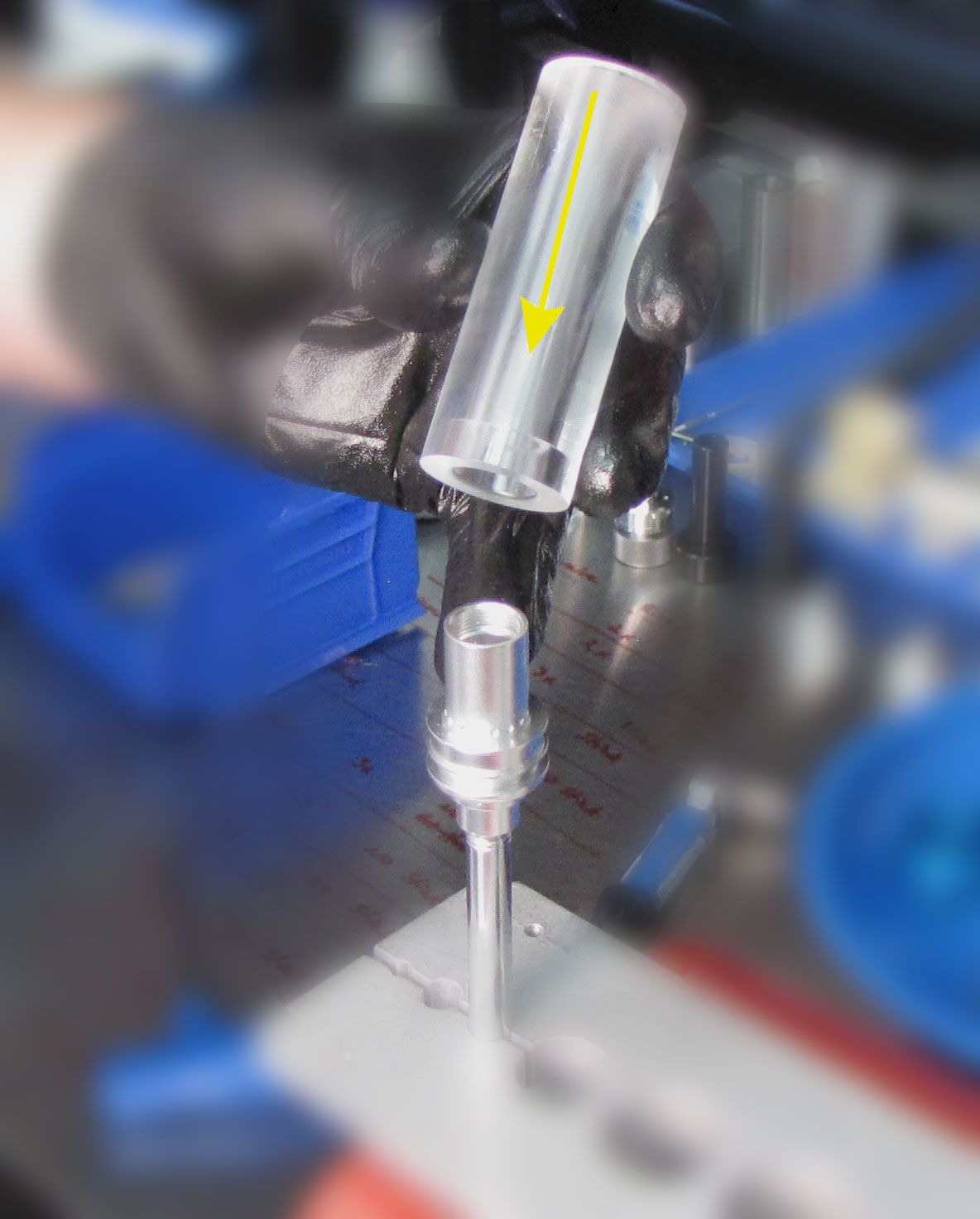
Step 18
Thread the Spool Valve Cap Removal tool (PN: 398-00-739) clockwise into the Spool Valve and pull up to remove. Replace the o-ring on the Spool Valve Cap with a new greased one from the kit then set aside.



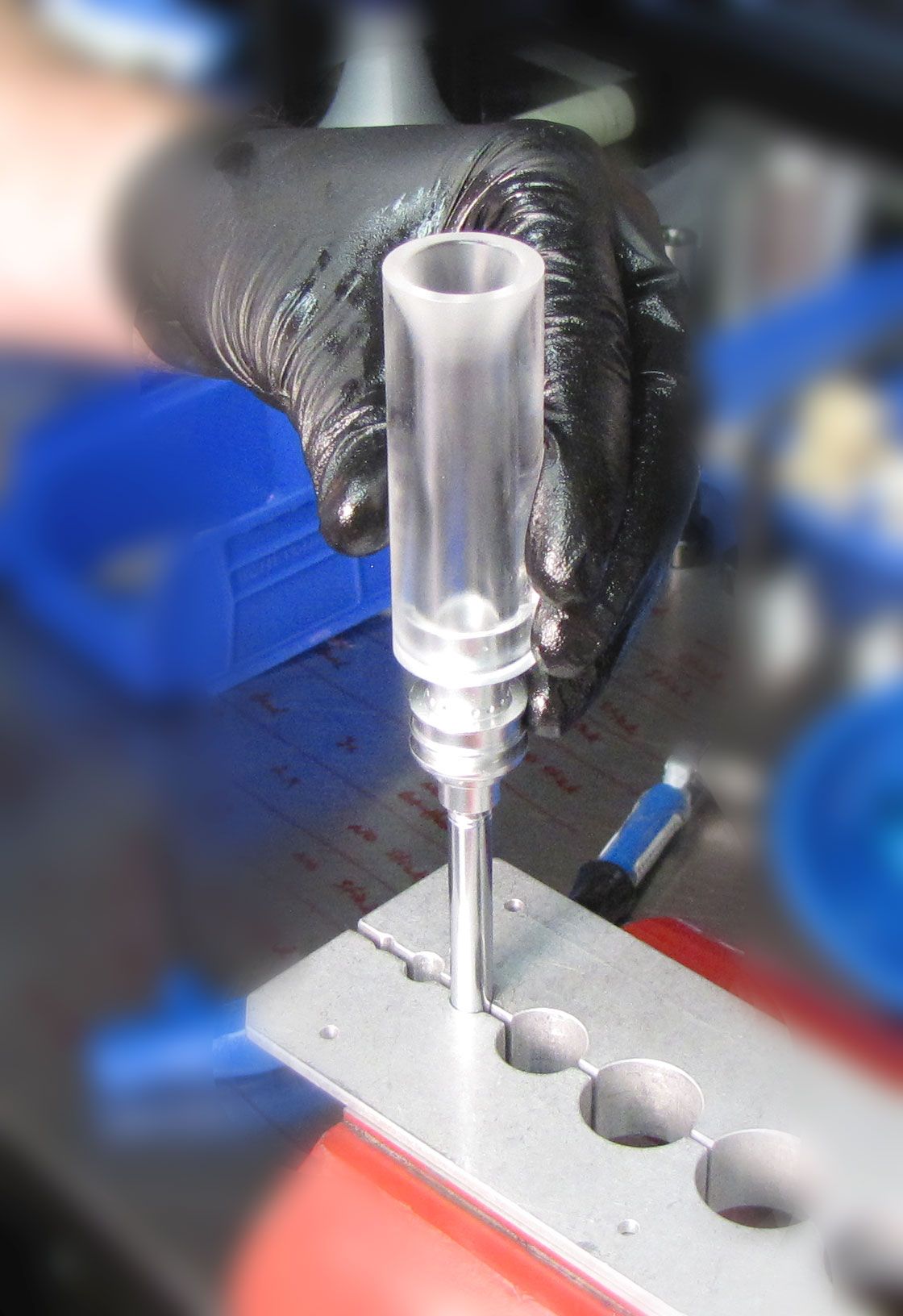
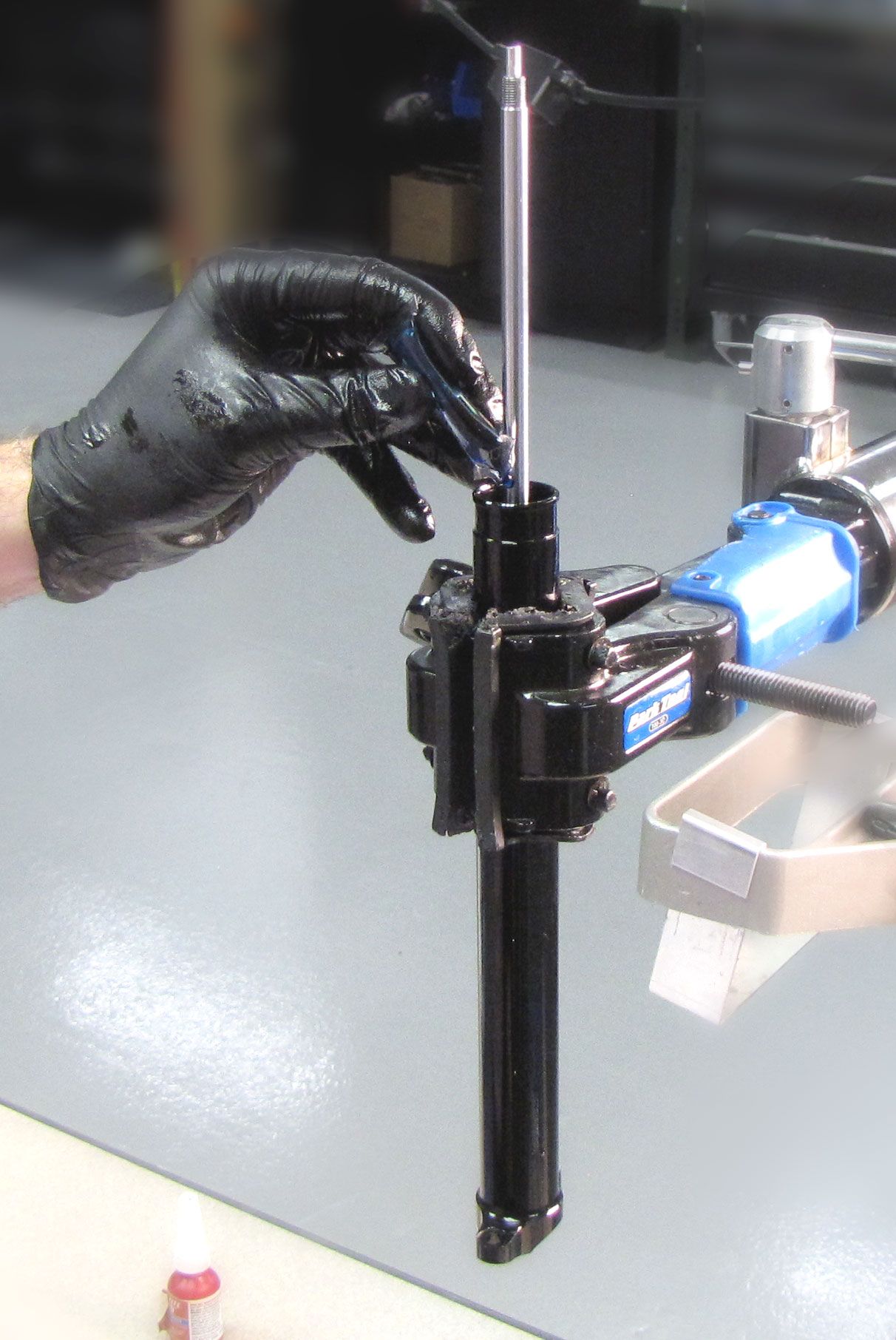
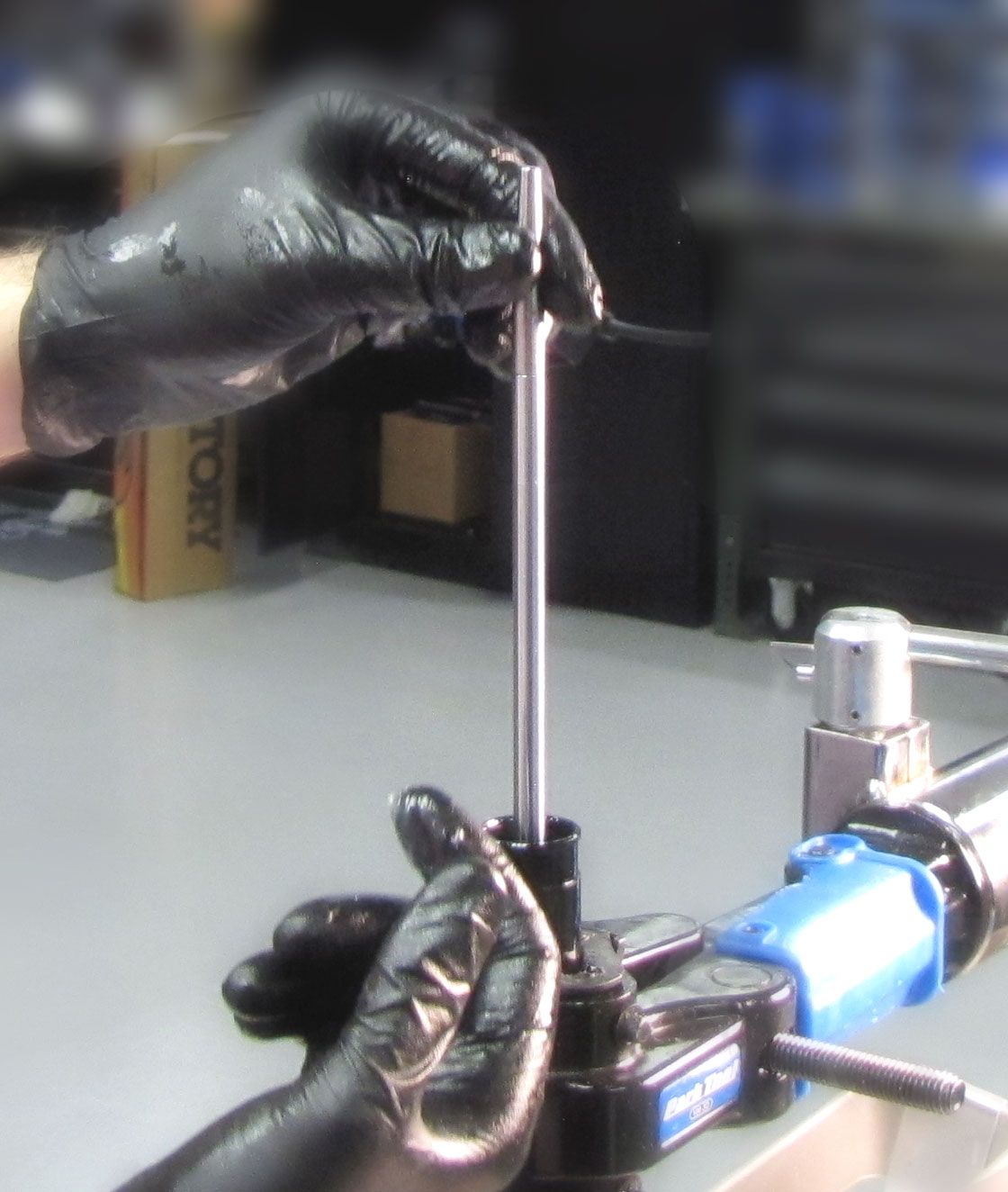
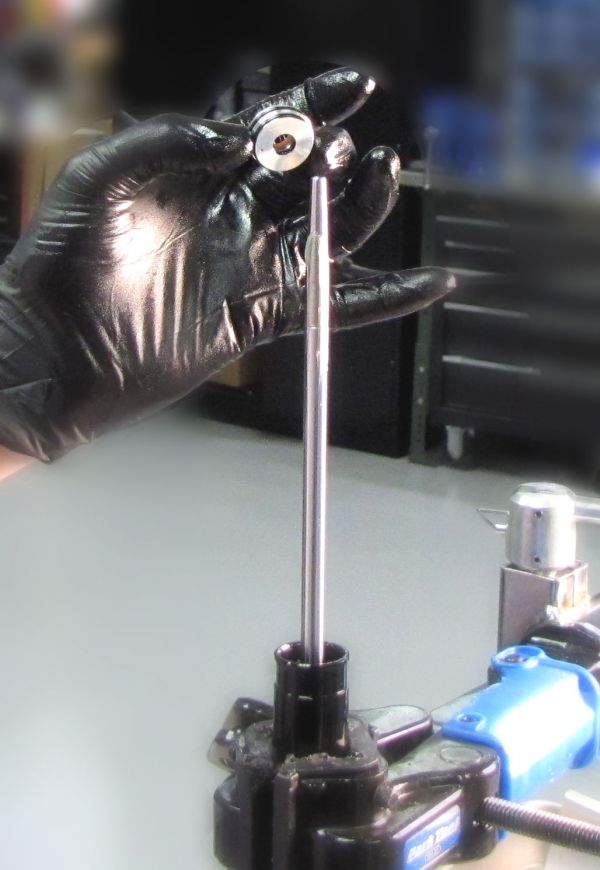
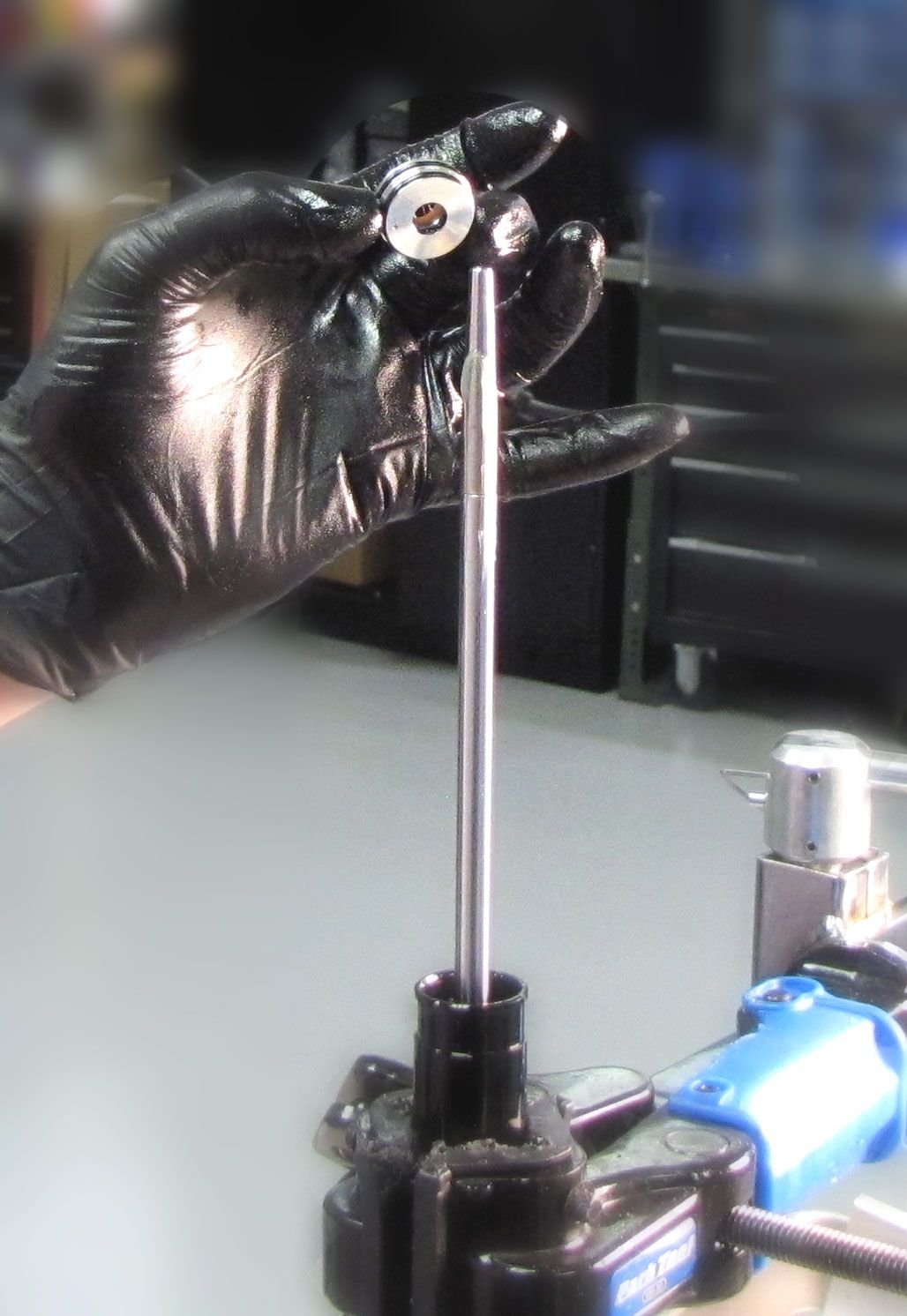
Step 19
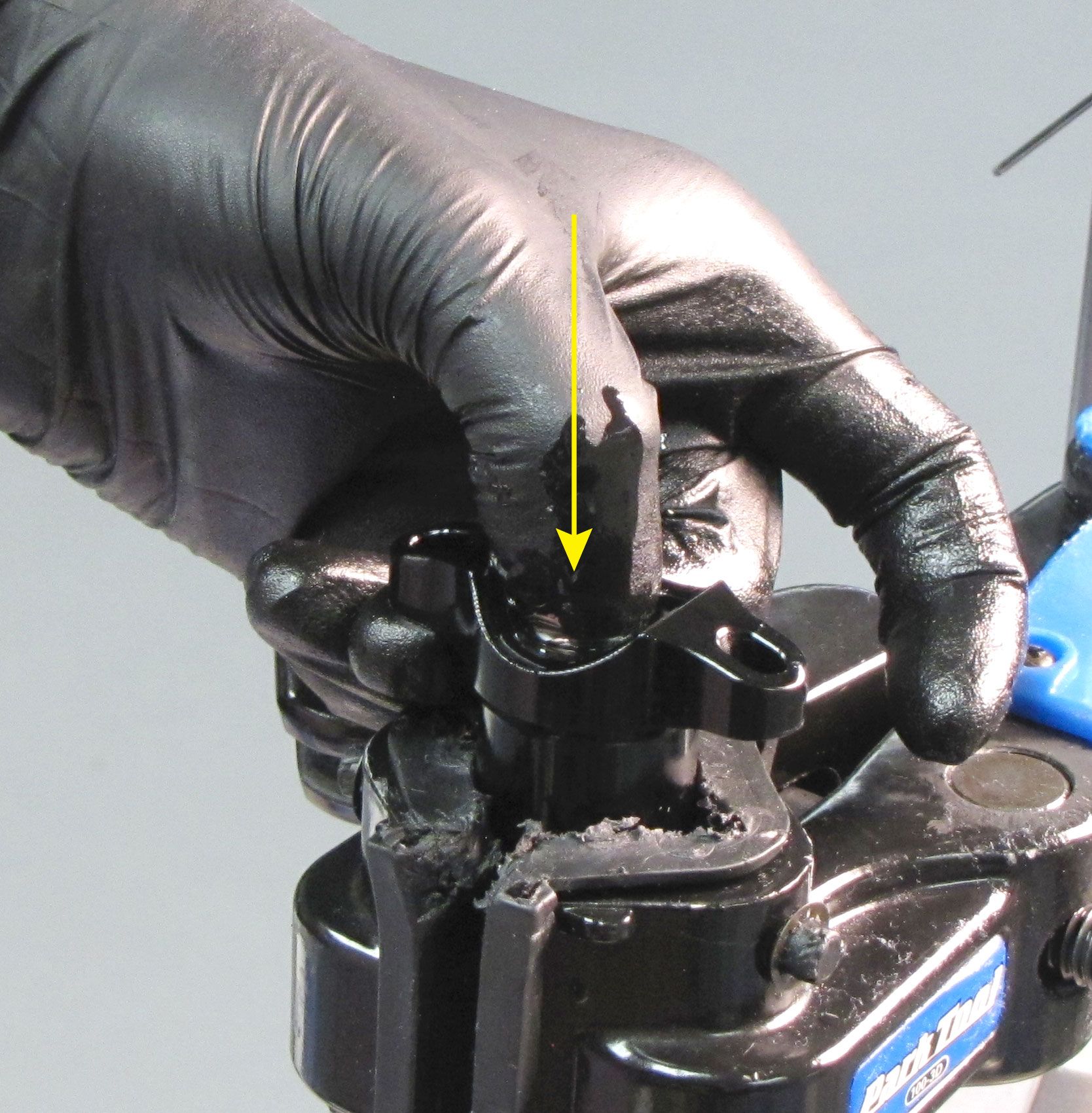
Pour the oil out through the top of the post into your waste oil basin. Push the Piston Assembly out through the top of the Upper Post with a wooden dowel.




Step 20
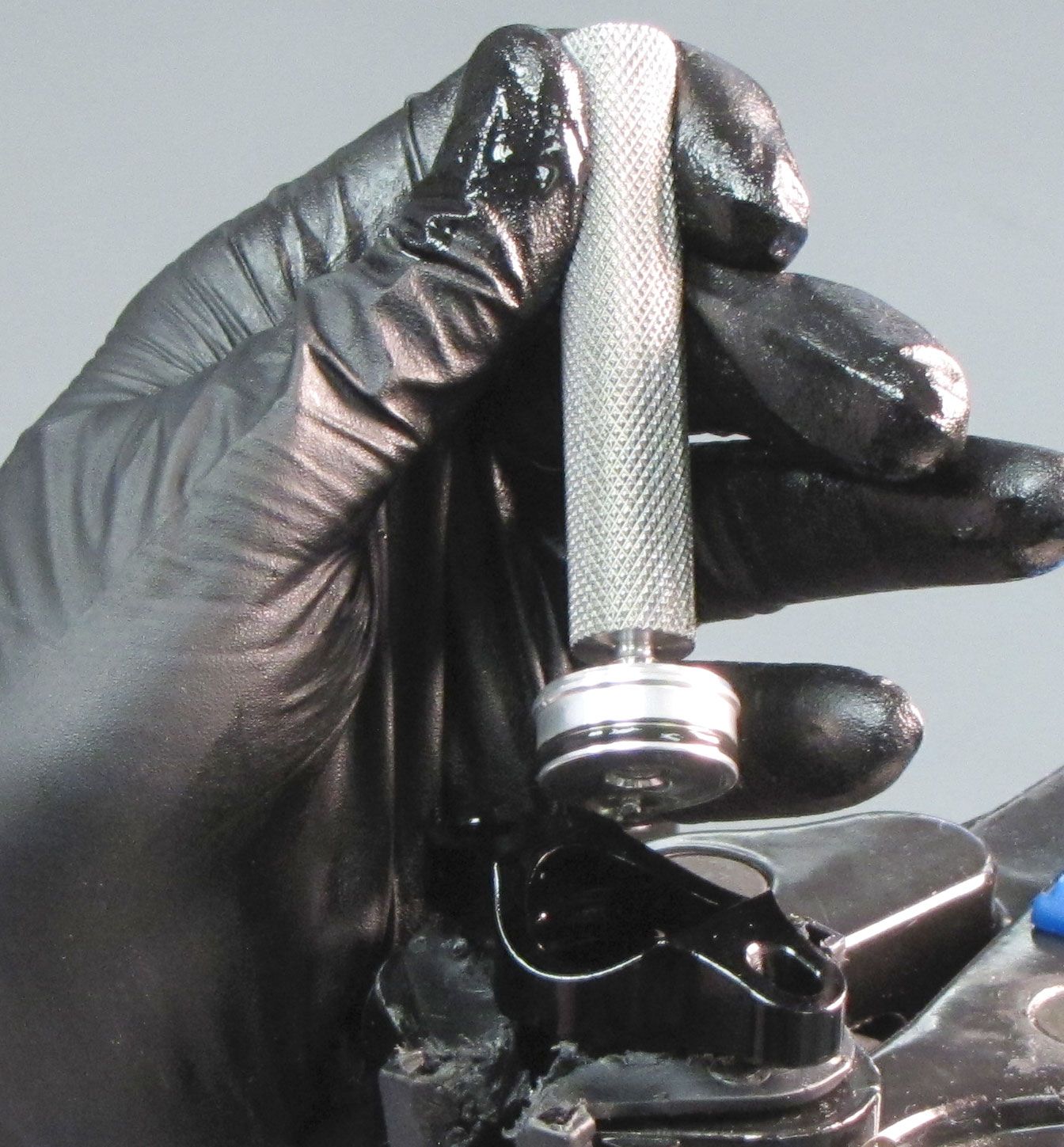
Clamp the Upper Post in your bike work stand with the bottom end facing up. Push the Sealhead in to make room to access the wire retaining ring. Use a shim to remove the wire retaining ring. Set the ring aside.




Step 21
Thread an M3 screw into both the fill and bleed ports of the Sealhead. Screw 019-01-083 may be used for this. Lift up on both screws to remove the Sealhead from the Upper Post. Replace the Sealhead o-rings with new greased ones from the kit.



Step 22
Remove the wire retaining ring from beneath the Sealhead.
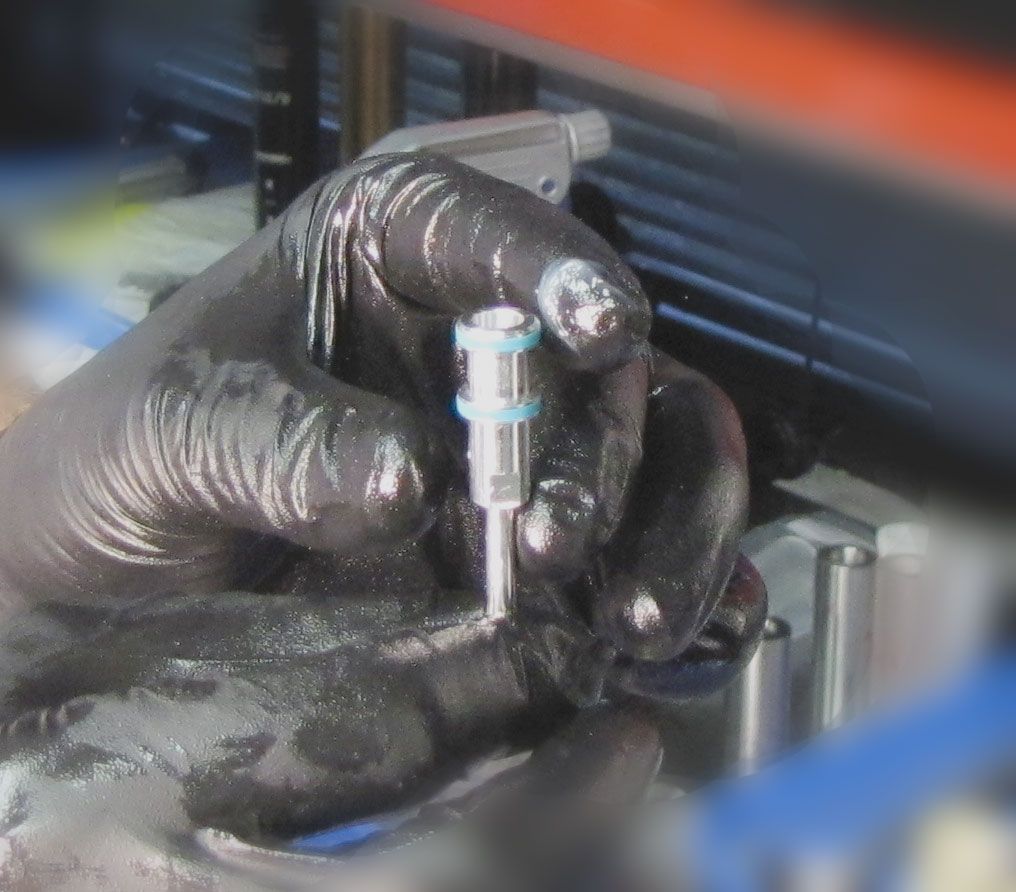
Step 23
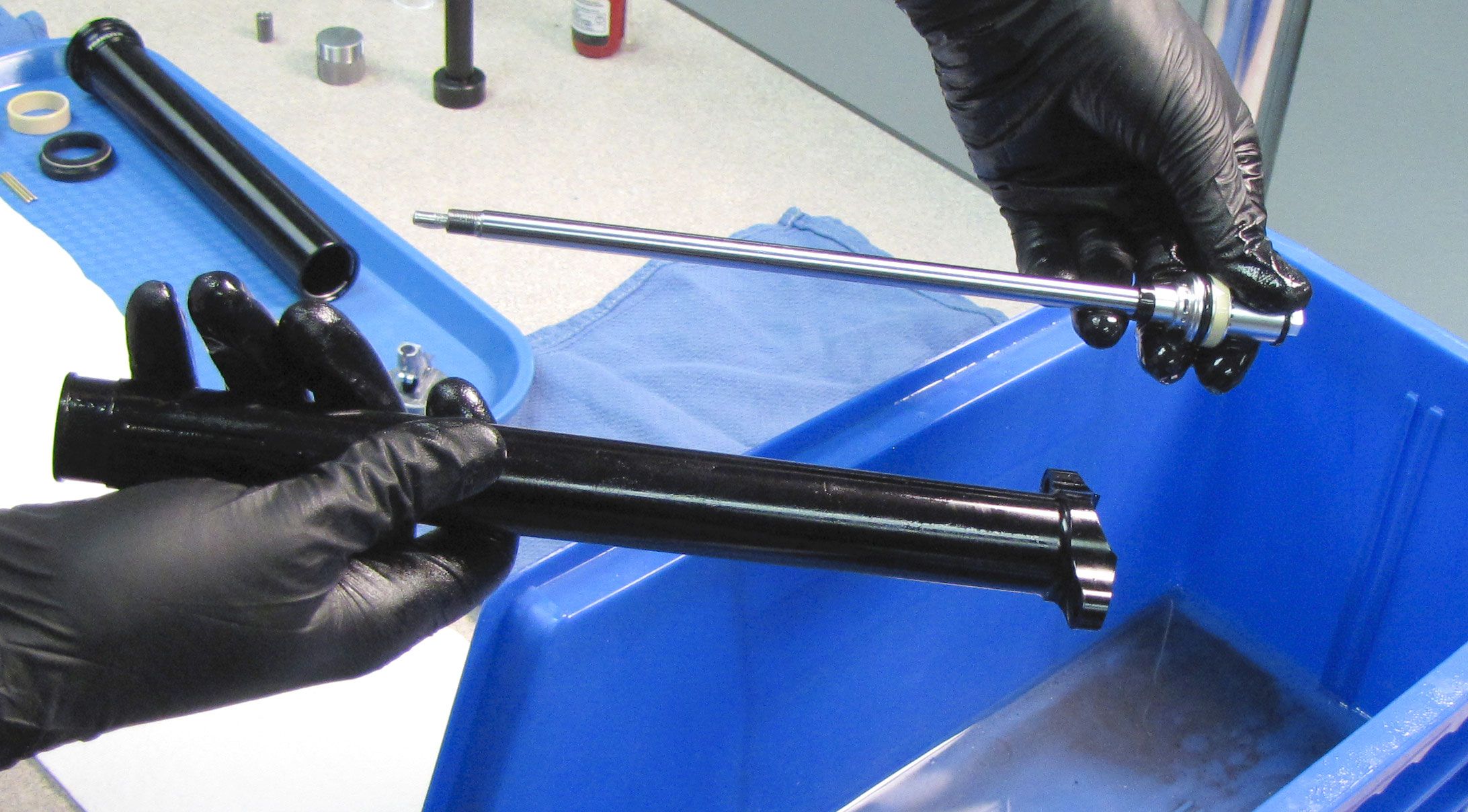
Insert the Delrin Push Rod (PN: 398-00-740) into the top of the Upper Post, then push the IFP out through the bottom. Replace both IFP seals with new greased ones from the kit.


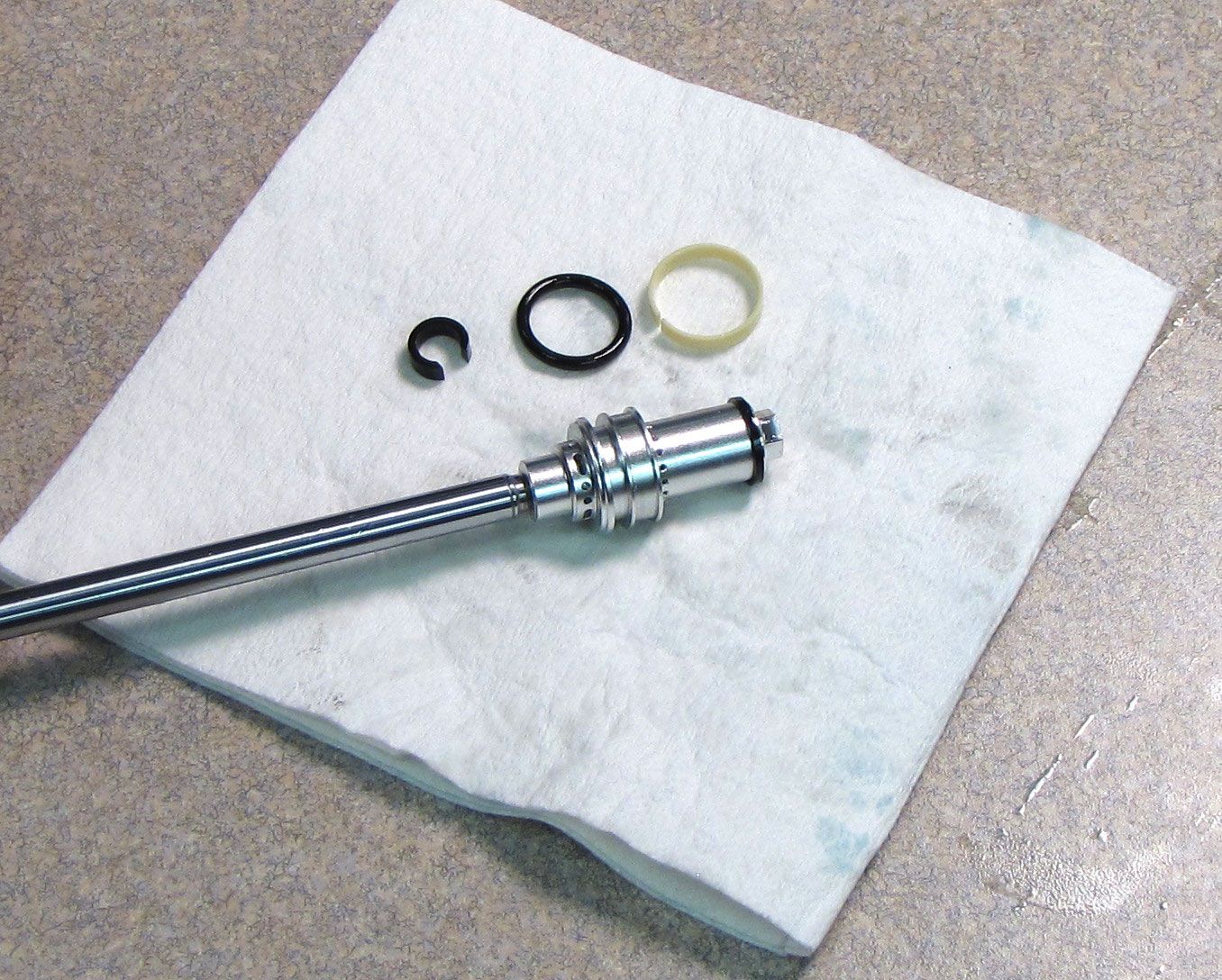
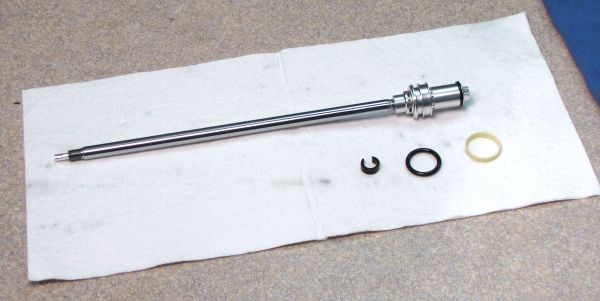
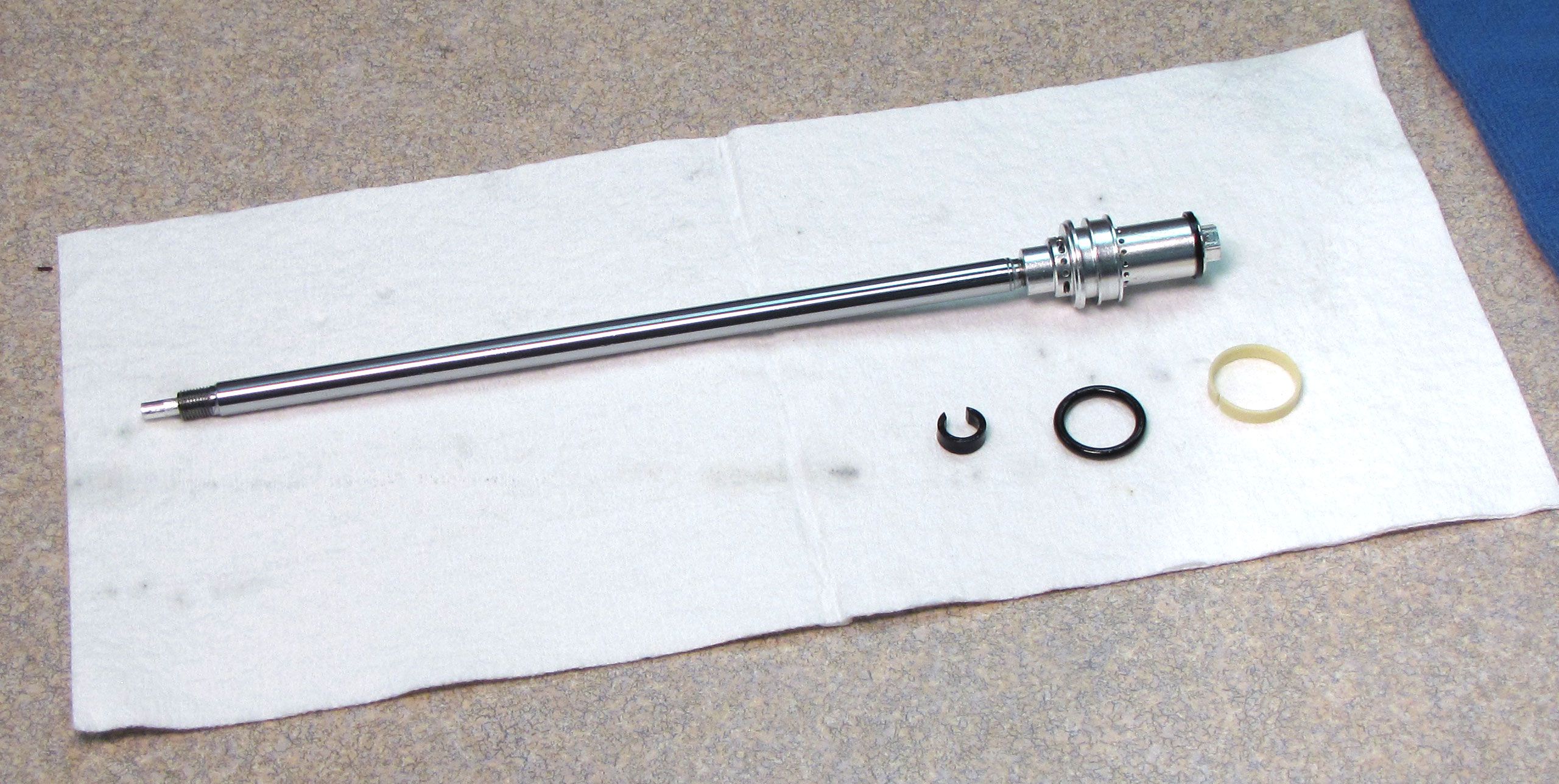
Step 24
Remove the Shaft Spacer, O-ring, and Glide Ring from the Piston Assembly.


Step 25
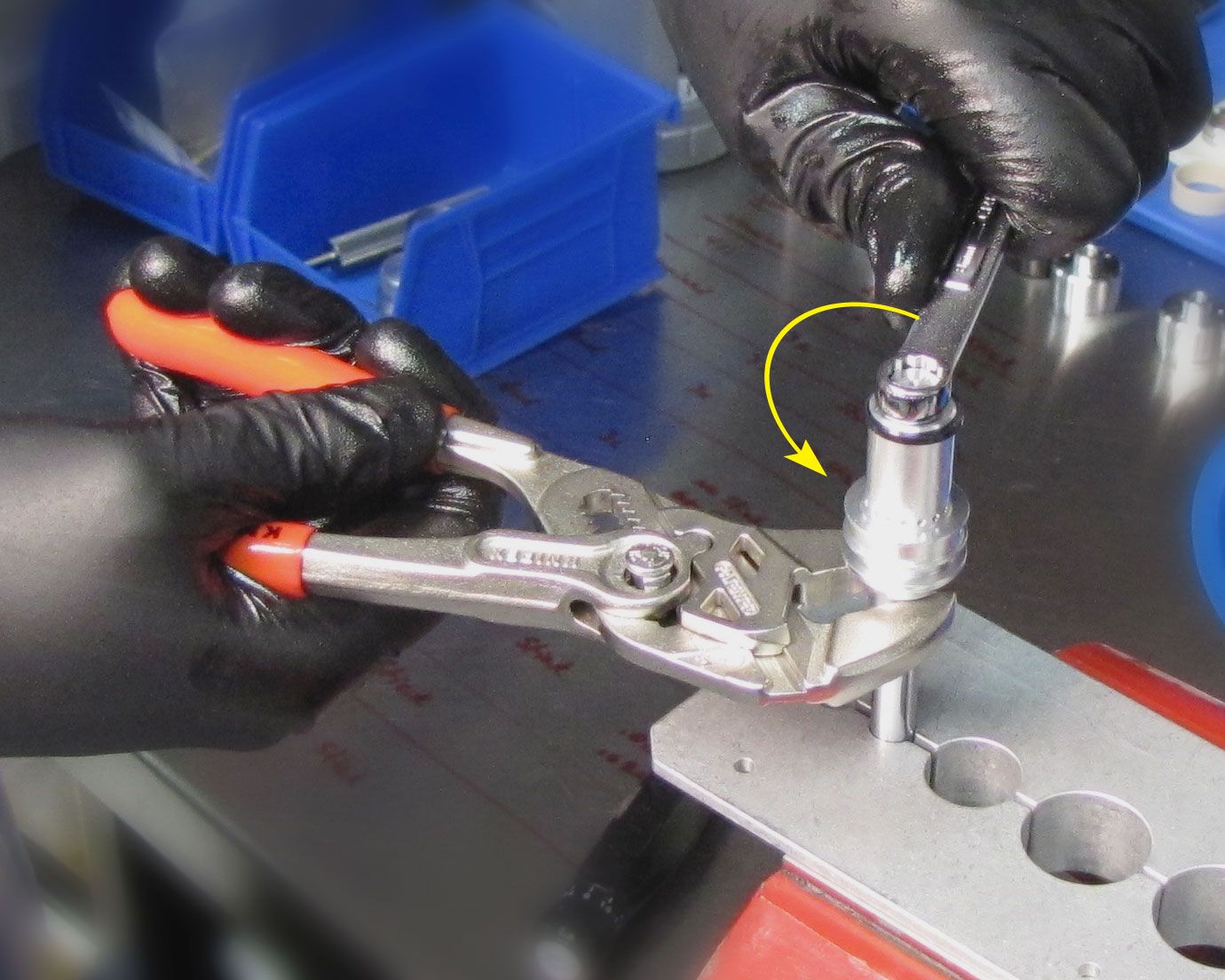
Carefully clamp the shaft in your shaft clamps, then hold the base of the piston to prevent it from unthreading. Slowly unthread (counter-clockwise) the Pressure Relief Valve Assembly as it is spring loaded. Use an 8mm wrench to remove the assembly and set it aside. Remove the crushwasher, spring, and the 3/16" ball bearing and set them aside. The ball bearing may need to be removed with a magnet or shaken out after removing the Spool Valve Assembly.
A box-end wrench is shown in this step for clarity. FOX recommends the use of a 8mm 6-point socket.



Step 26
Push up on the Push Rod to drive the Spool Valve Assembly out through the top of the Piston. You can use a small hex wrench to help push the Spool Valve Assembly far enough to grab it and continue removal by pulling from the top.





Step 27
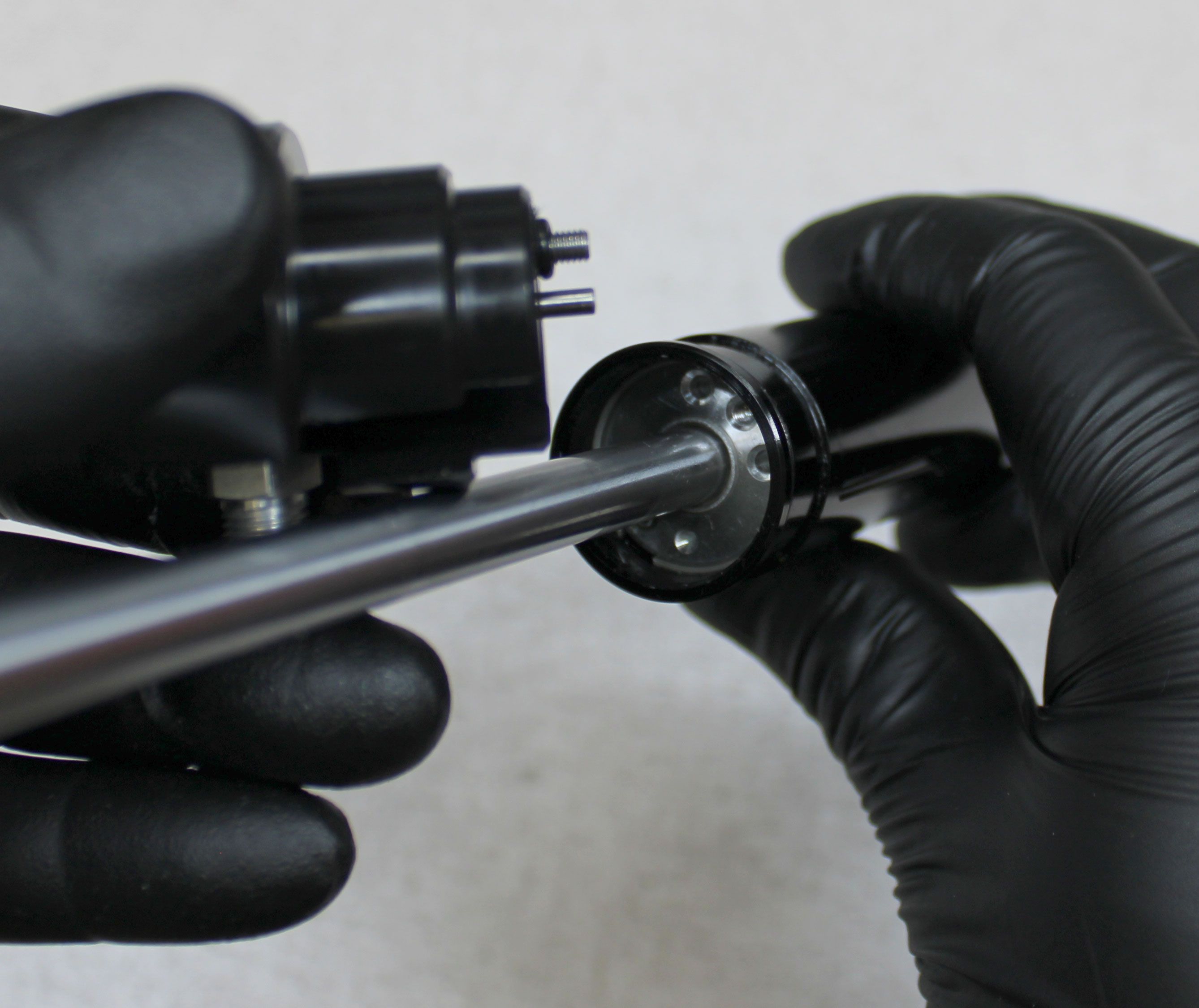
With the Shaft clamped, grab the base of the piston and remove it by unthreading counter clockwise. There are no wrench flats on this part, so be careful not to use more clamping force than is required to loosen the part.

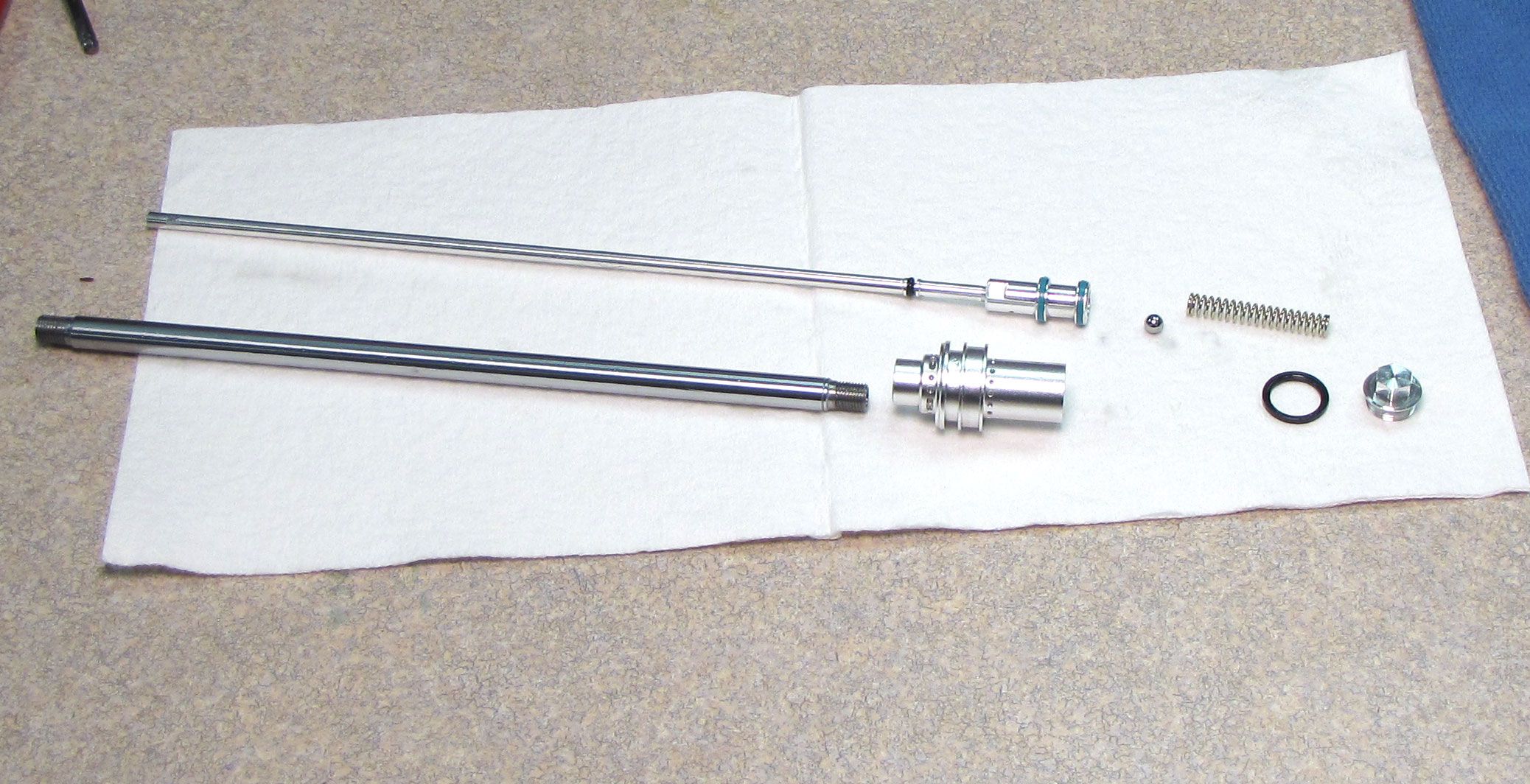

Step 28
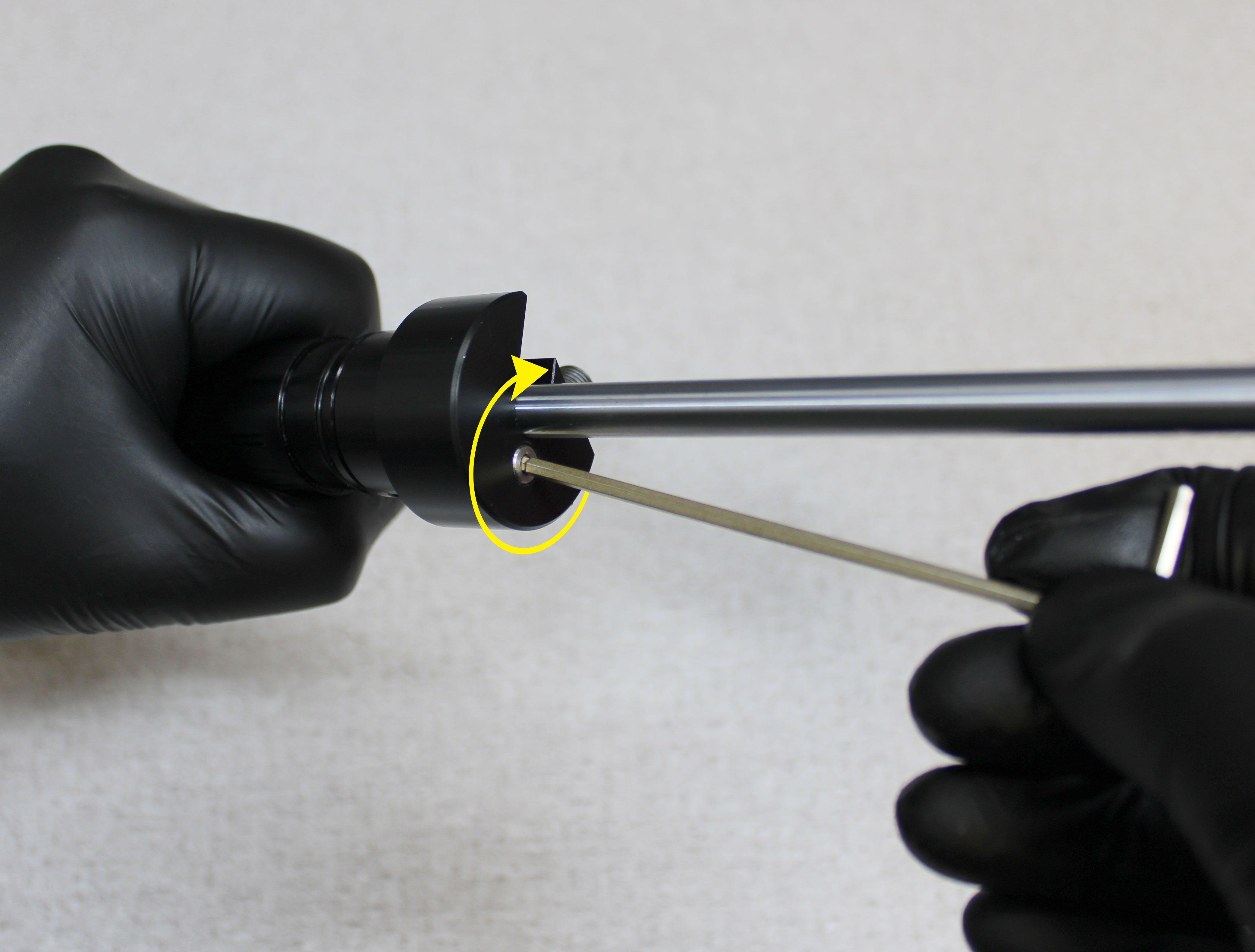
Grab the Push Rod above the o-ring and hold it from turning while you unthread the Spool Valve with a 7mm wrench.
Holding the Push Rod below the o-ring stresses the small cross section area at the o-ring gland and can cause damage to the part.



Reassembly

Step 1
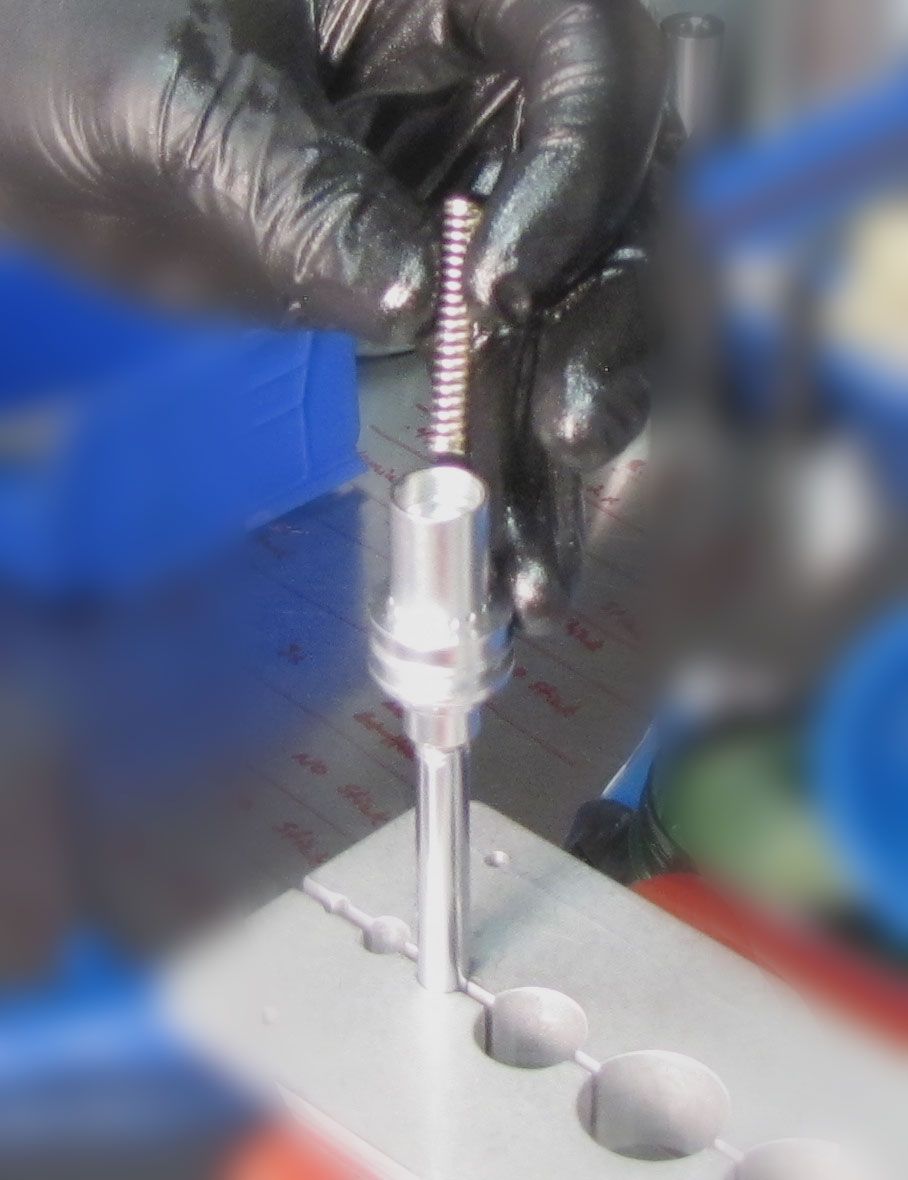
Prepare the new Spool Valve Assembly from the kit by coating it in a thin film of Slick Honey and passing it through the Funnel tool to size the glide rings.






Step 2
While holding the Push Rod above the o-ring, install the new Spool Valve Assembly from the kit onto the Push Rod and tighten clockwise to 15 in-lb (1.7 Nm) torque.
Holding the Push Rod below the o-ring stresses the small cross section area at the o-ring gland and can cause damage to the part.

Step 3
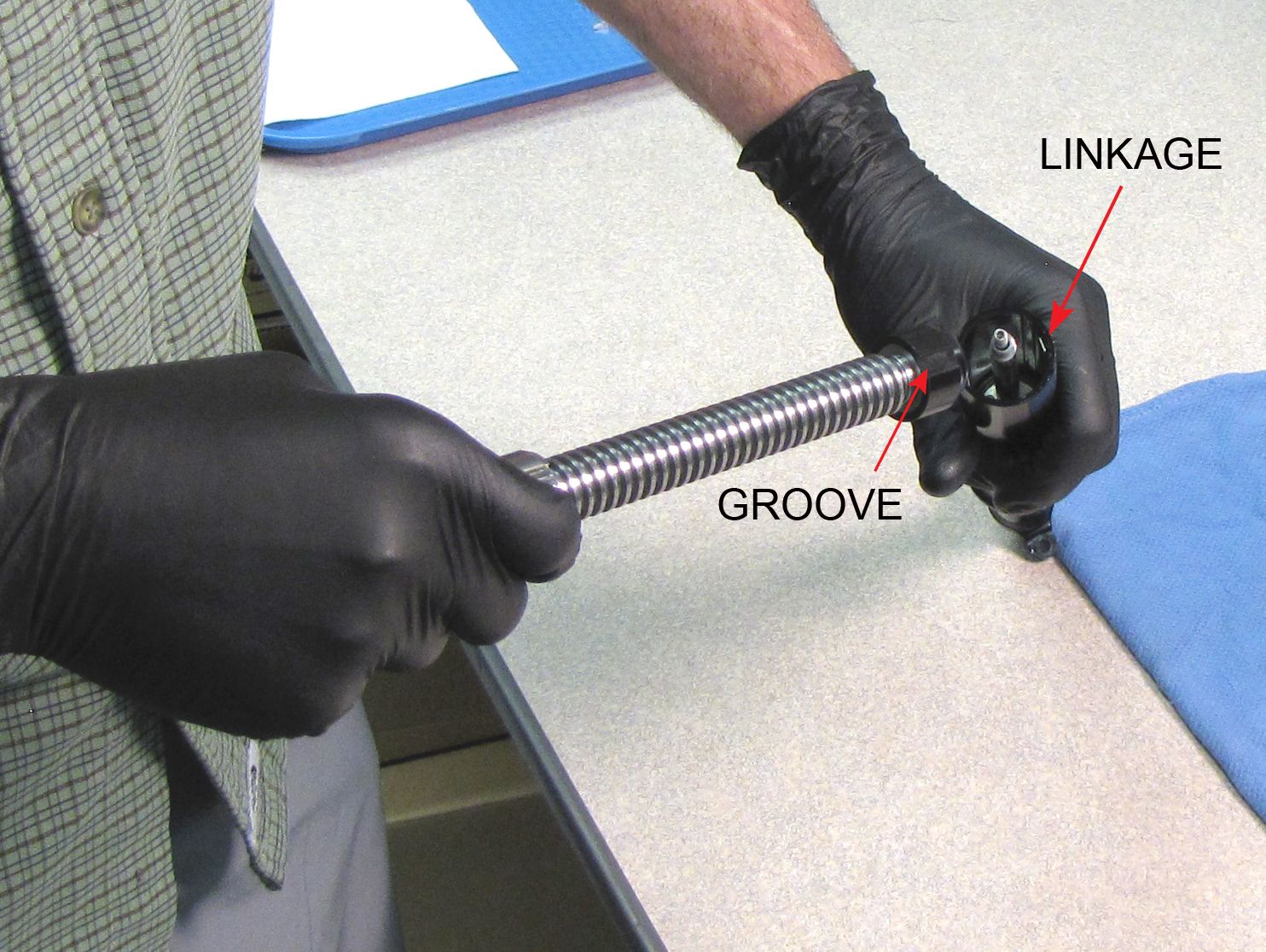
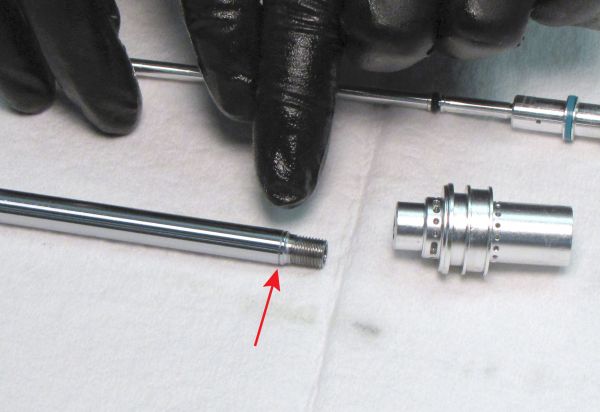
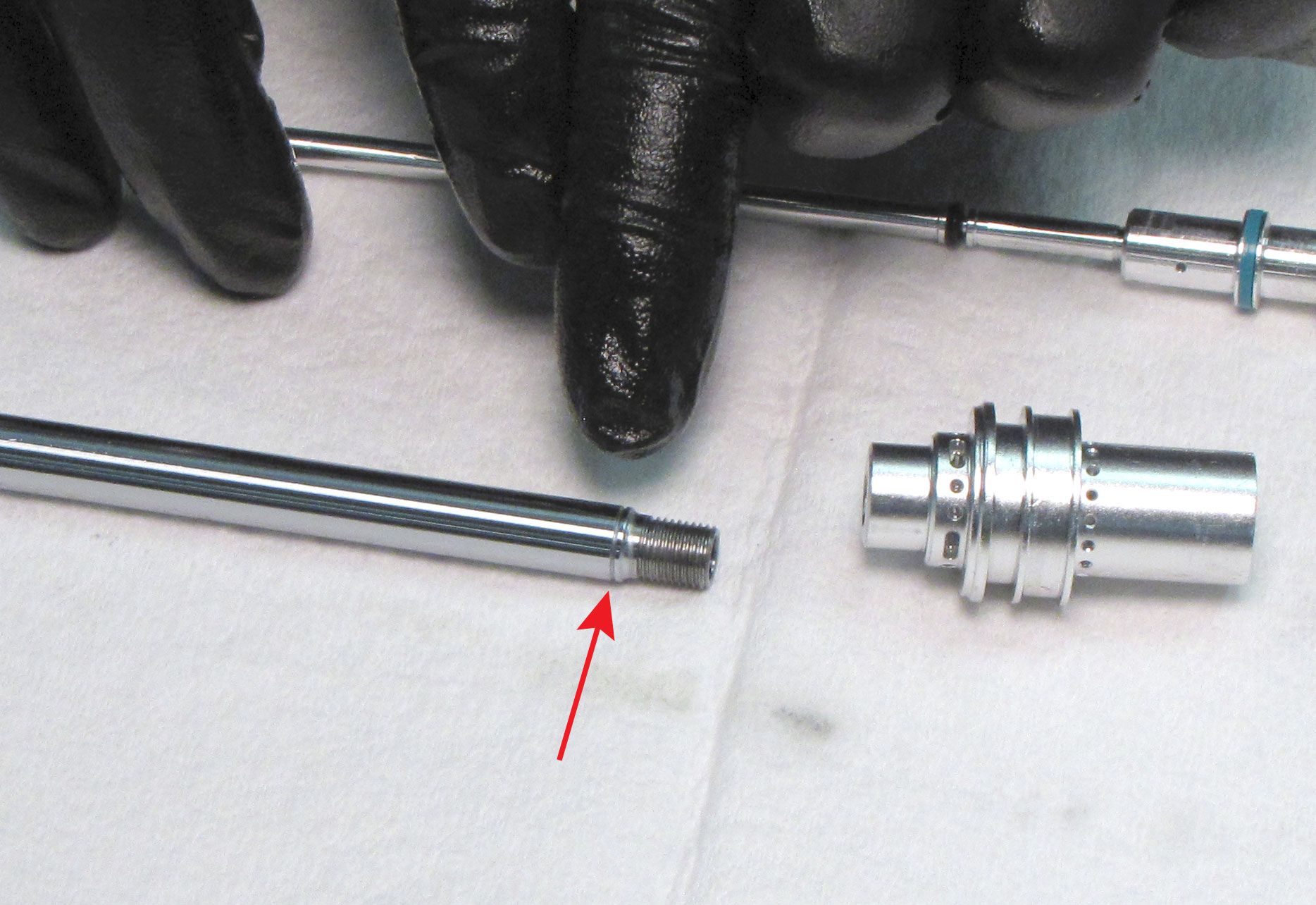
Locate the indicator groove on one end of the Shaft, then install the Piston onto that end of the Shaft. Tighten clockwise until hand tight.


Step 4
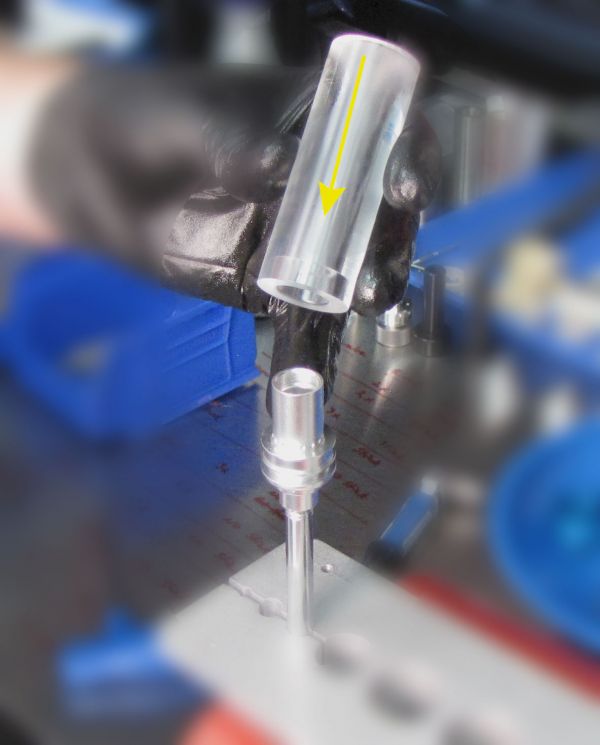
Carefully clamp the shaft in your shaft clamps with the Piston oriented up, then install the Spool Valve Funnel tool (PN: 398-00-737) onto the Piston.

Step 5
Coat the Spool Valve Assembly with a thin film of Slick Honey, then install it into the Piston through the Funnel tool as shown. You can use a wooden dowel to push the Spool Valve Assembly fully into the Piston. Remove the Funnel tool.
The Funnel tool is also a sizer for the glind bands and may necessitate the use of additional force to push the Spool Valve Assembly through.





Step 6
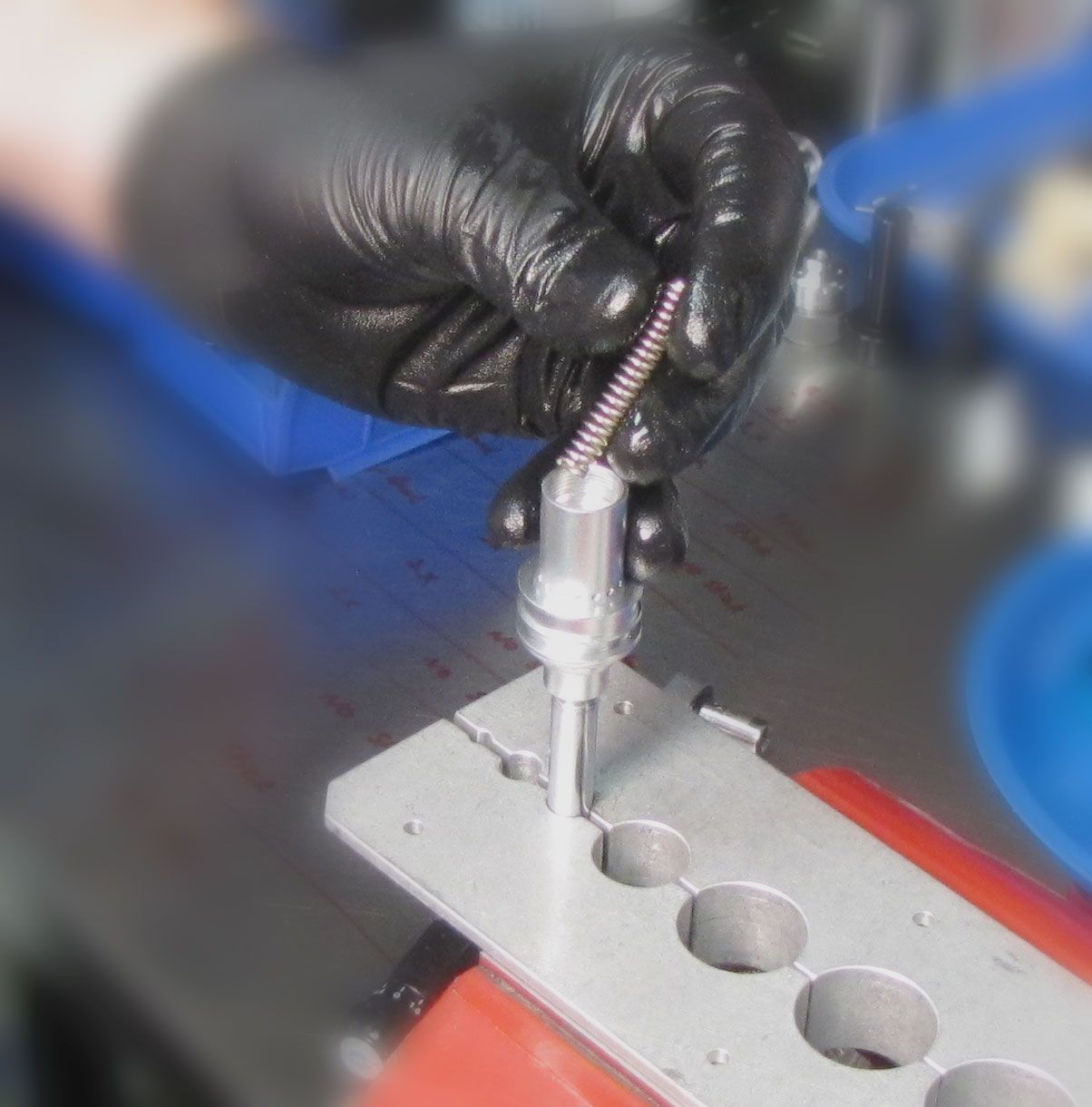
Drop the 3/16" ball bearing into the Piston Assembly followed by the Spring. Place the new crushwasher from the kit onto the Piston making sure to orient it with its counterbore facing the piston as shown.

Step 7
Push down with the Pressure Relief Valve Assembly to compress the spring as you thread the Pressure Relief Valve Assembly in clockwise. Tighten to 40 in-lb (4.5 Nm) torque with an 8mm socket.




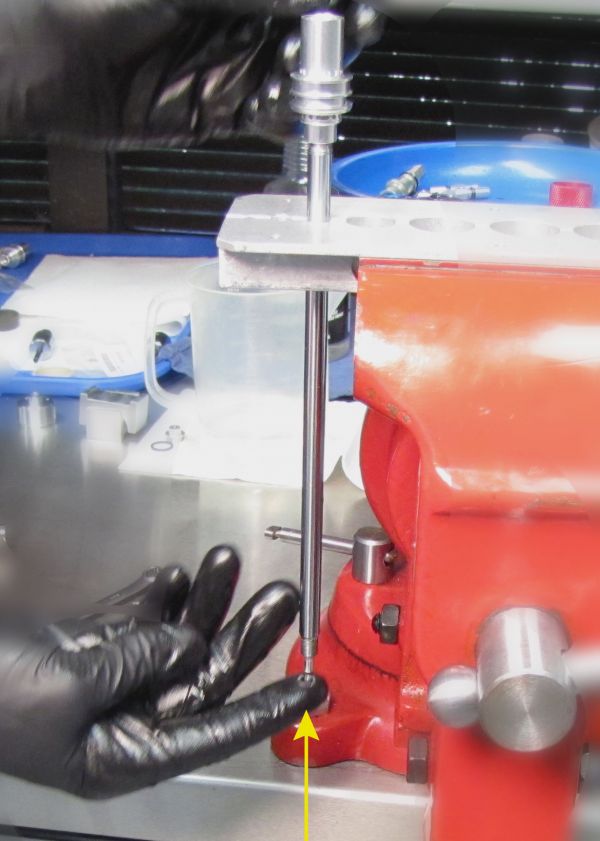
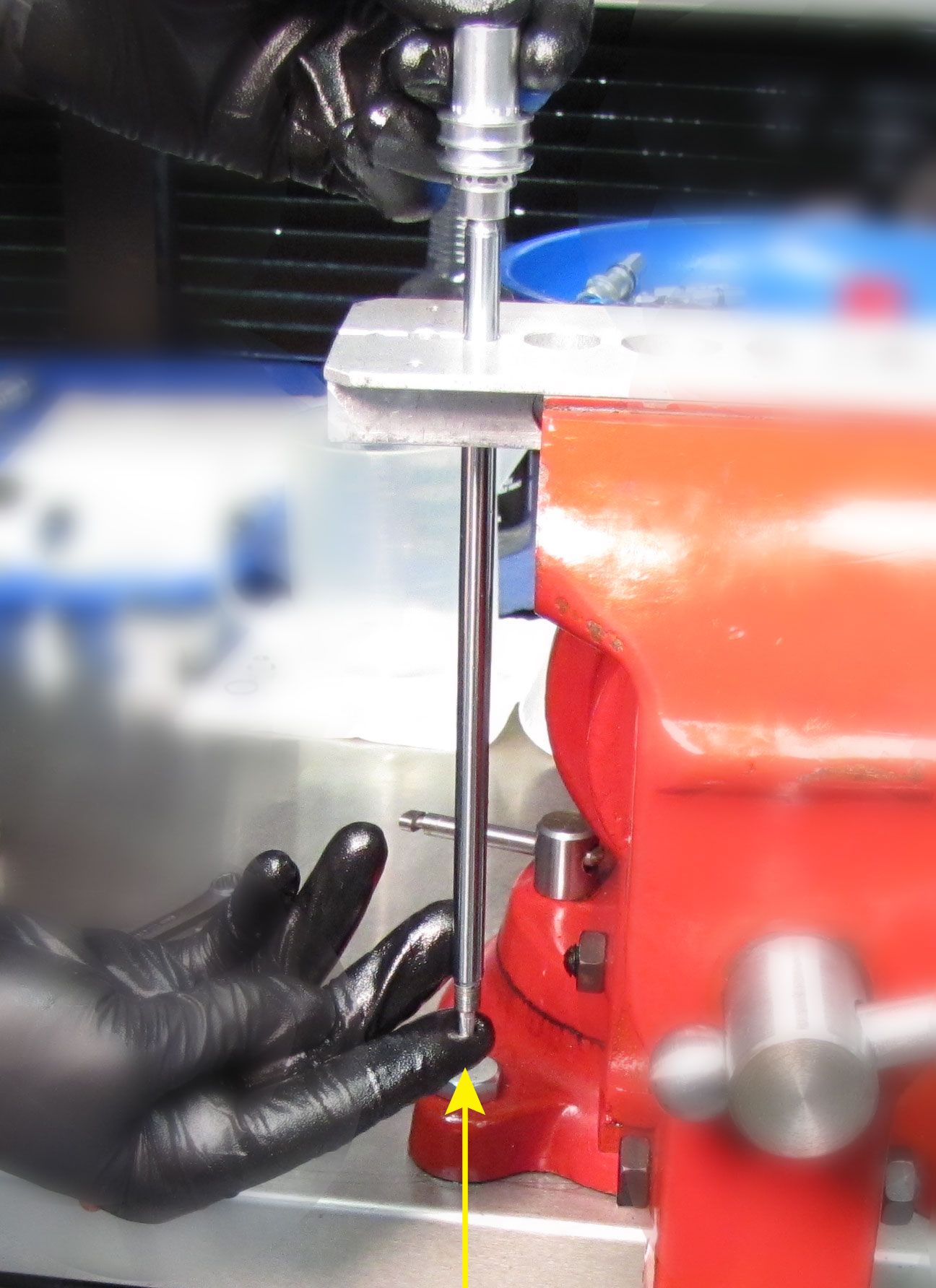
Step 8
Check that all components are assembled correctly by pressing the Push Rod against the bench. It should be spring loaded and return when released. If this does not happen, replace the Spool Valve Assembly.



Step 9
Reinstall the Shaft Spacer followed by a new Glide Ring and greased O-ring from the kit.




Step 10
Coat the first 2 inches of the inside of the Upper Post with a thin film of Slick Honey, making sure to fill the retaining ring grooves. Install the IFP into the Upper Post as shown. Push the IFP into the Upper Post with your finger until it bottoms out to make room to install the retaining ring.




Step 11
Carefully install the wire retaining ring into the deeper of the two grooves in the bottom of the Upper Post. Do not scratch the inside of the post with the open end of the wire retaining ring as the sealhead must seal against the surface that the wire retaining ring passes.


Step 12
Install the 8mm Shaft Bullet (PN: 398-00-738) onto the end of the Shaft, then coat it with a thin film of Slick Honey. Install the Piston Assembly into the top of the Upper Post with the greased bullet first. Push the assembly into the Upper Post until you seat the seals on the Piston inside the Upper Post. Remove the bullet tool.






Step 13
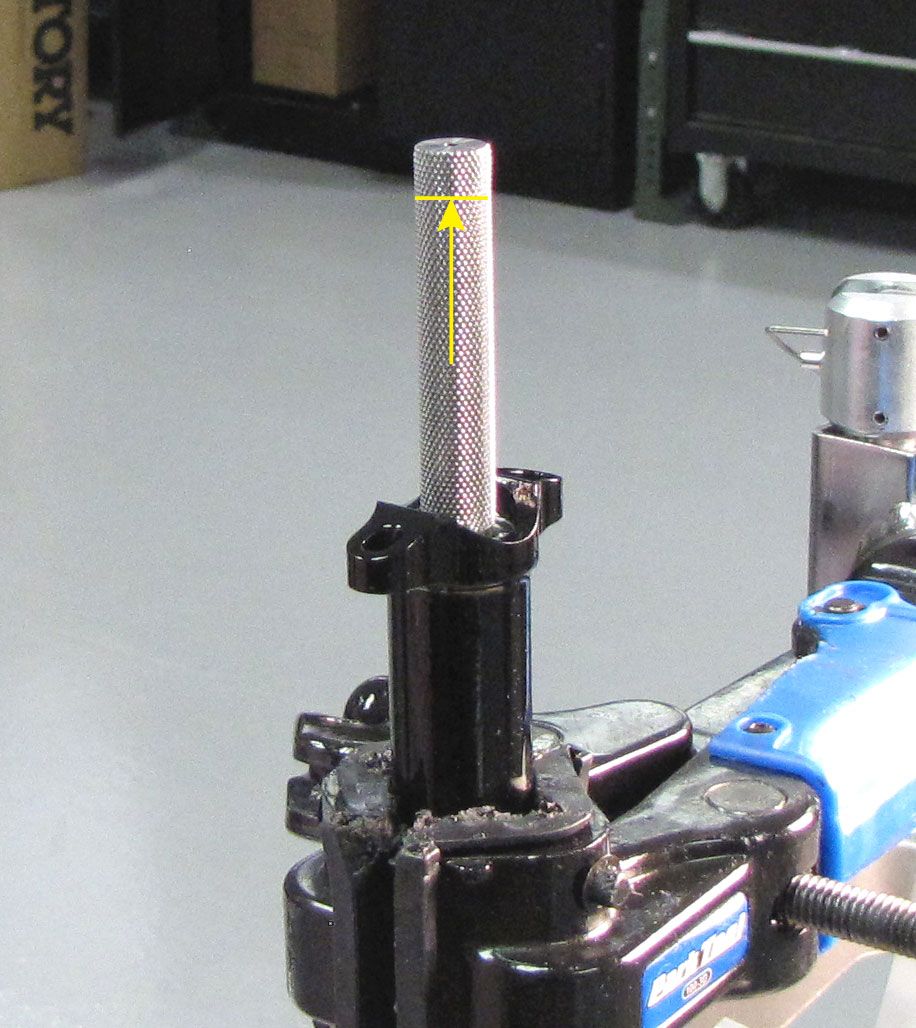
Extend the Piston Assembly up out of the top of the Upper Post just until you have clearance to add oil beneath it into the post. Do not allow the shaft to pull free from the IFP. Add FOX 1.5wt oil into the Upper Post, just under the Piston Assembly, until as full as possible.



Step 14
Slowly push the Piston Assembly into the top of the Upper Post until the Shaft extends out from the bottom of the Upper Post. Oil may spray out at the piston. It is recommended to cover the post with a lint-free paper towel before doing this step. No paper towel is shown in order to illustrate the step more clearly.




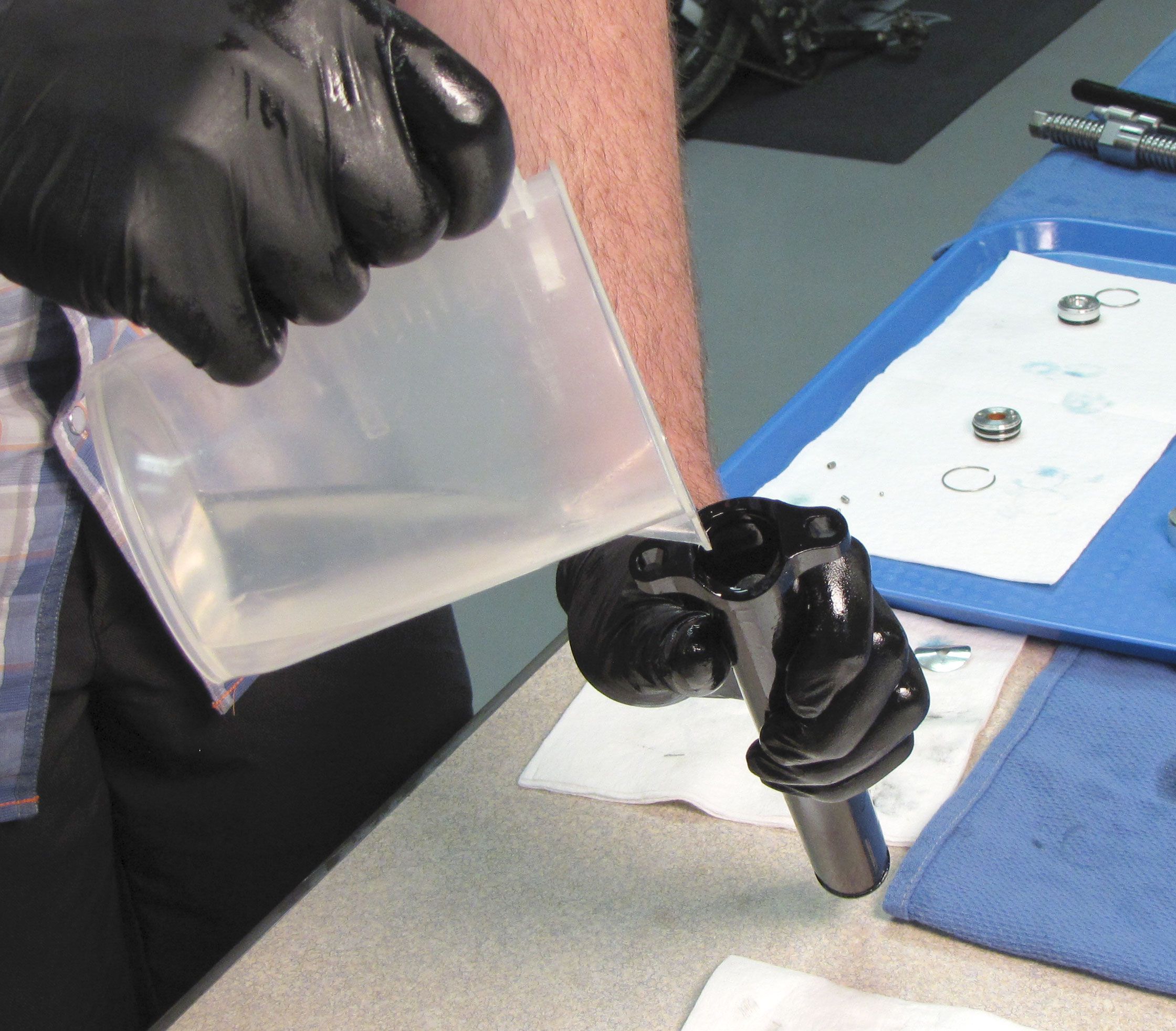
Step 15
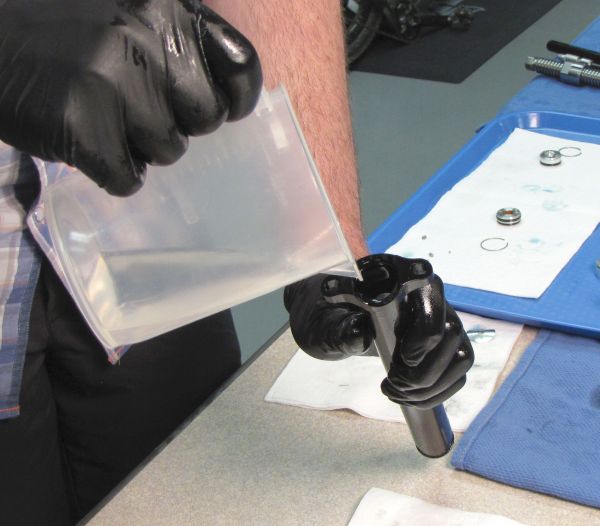
Pour FOX 1.5wt oil into the Upper Post above the Piston Assembly until full. Thread the Shaft Lug onto the Shaft and tighten until hand tight. Install the External Spool Valve Compressor tool (PN: 398-00-701) into the Shaft Lug, threading clockwise until hand tight.



Step 16
Keep the post vertical and slowly cycle the Shaft fully up and down 5-7 times while watching for bubbles at the top of the Upper Post.


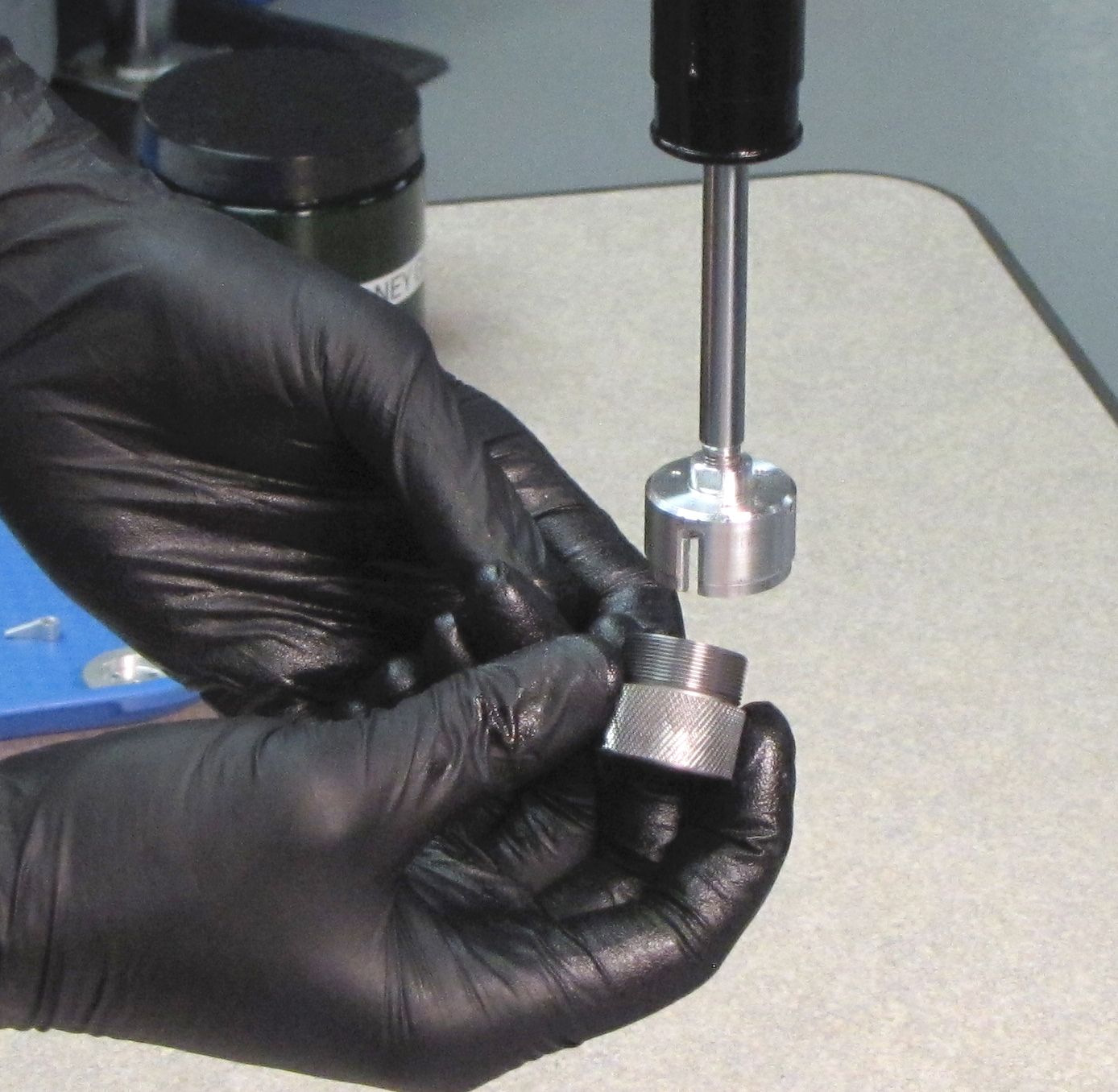
Step 17
When no new bubbles appear while cycling the Shaft, fully extend the Shaft and remove the Shaft Lug with the External Spool Valve Compressor tool. Install the appropriate IFP Height tool for your post, then reinstall the Shaft Lug with the External Spool Valve Compressor tool.
| Transfer Travel | IFP Tool |
| 100mm | 398-00-691 |
| 125mm | 398-00-691 |
| 150mm | 398-00-690 |




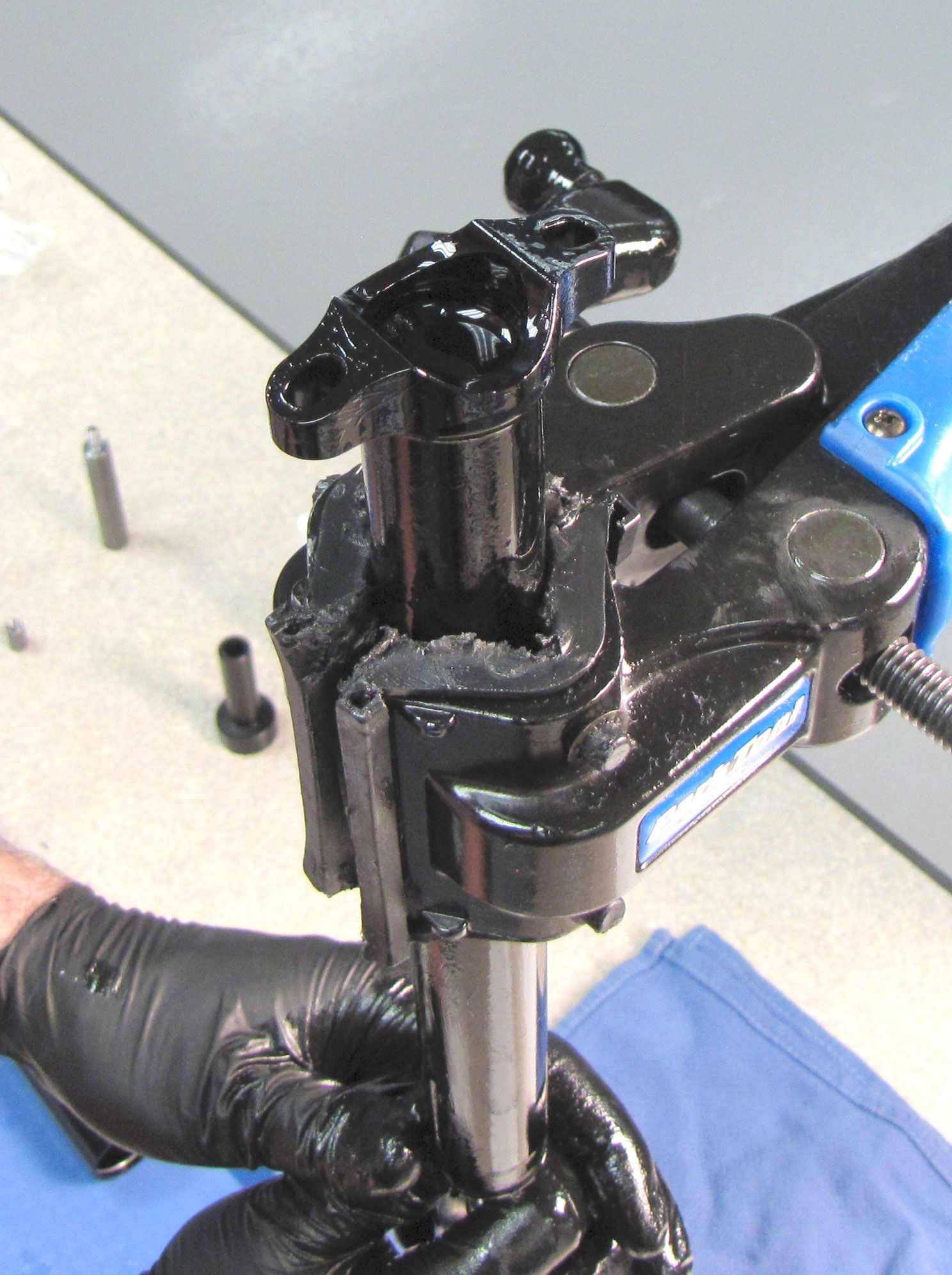
Step 18
Hold the Shaft at full extention while you insert the IFP tool up into the bottom of the Upper Post until it bottoms out. Remove the Shaft Lug with the External Spool Valve Compressor tool and the IFP tool.


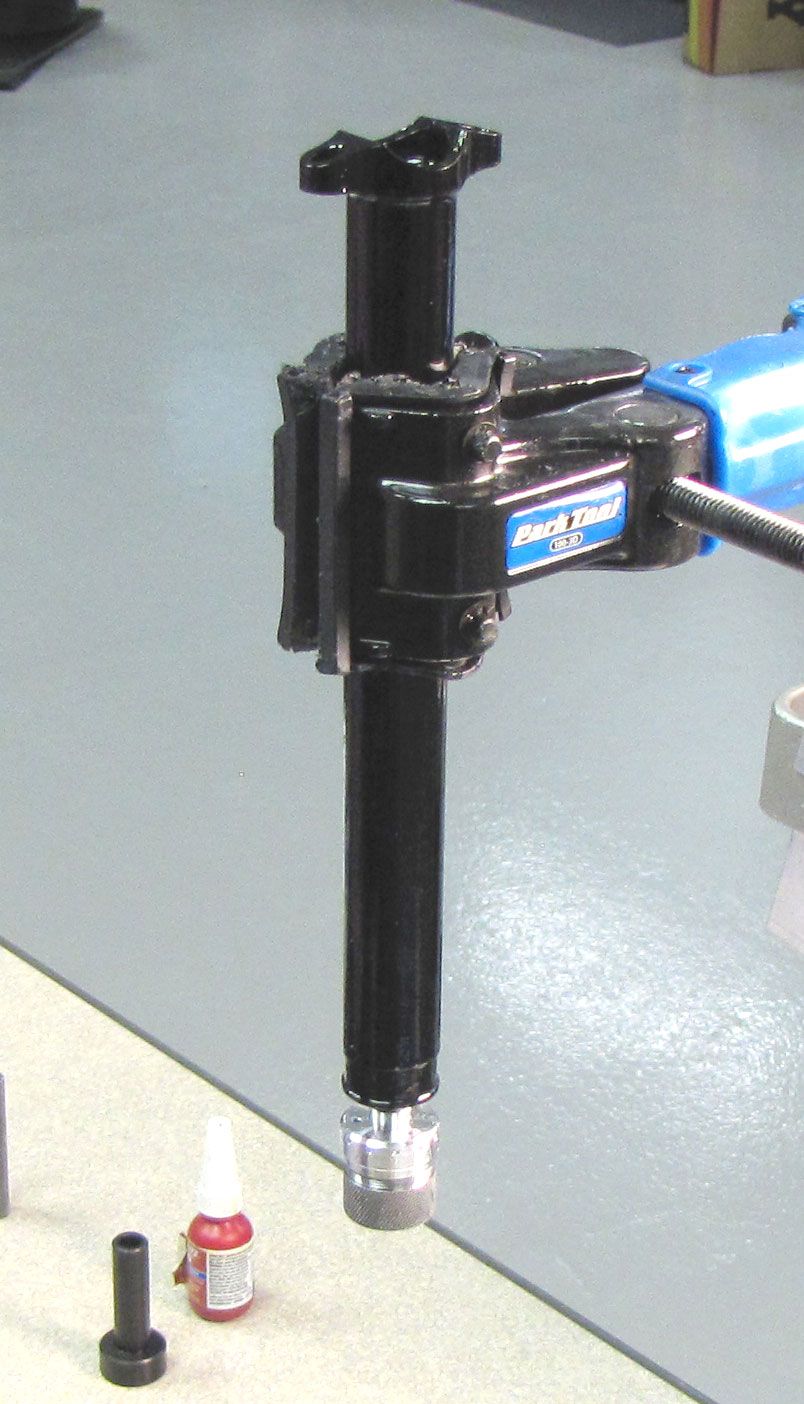
Step 19
Hold the Shaft at full extension, then compress and hold the Push Rod in for 5-7 seconds approximately 5-7 times to release any trapped air within the system.



Step 20
Drop the Spool Valve Cap into the top of the Upper Post, then press it down to seat. Oil will spray out at this point. It is recommended to cover the post with a lint-free paper towel before doing this step.


Step 21
Install the wire retaining ring above the Spool Valve Cap, then thread the Spool Valve Cap Removal tool and pull up to seat the Cap. Remove the tool.



Step 22
Make sure that the Spool Valve Cap is topped off with oil. Install a new o-ring from the kit into the Spool Valve Cap followed by the M6 screw. Do not attempt to install the o-ring onto the M6 screw as it will not seat properly. Hold the Spool Valve Cap with your pin spanner white tightening the M6 screw with a 4mm hex wrench clockwise to 30 in-lb (3.4 Nm).


Step 23
Add 0.5-1cc of Float Fluid to the IFP chamber. Install the 8mm Shaft Bullet tool onto the shaft and coat it with a thin film of Slick Honey.

Step 24
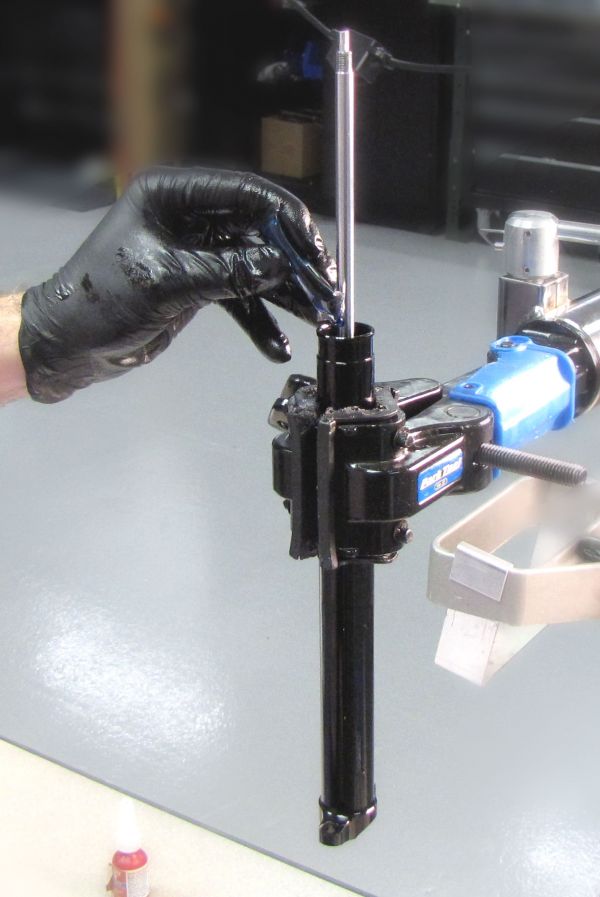
Install the Sealhead onto the Shaft with its flat side facing the Upper Post. Remove the Bullet tool, then use the IFP tool to push the Sealhead into the Upper Post as far as it will go.

Step 25
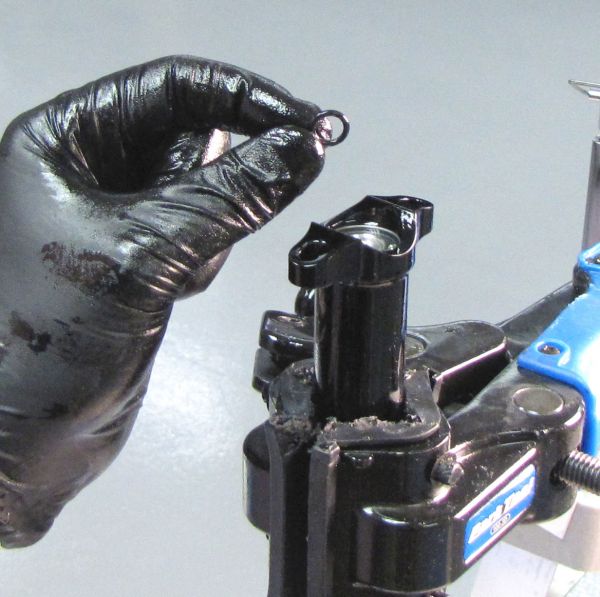
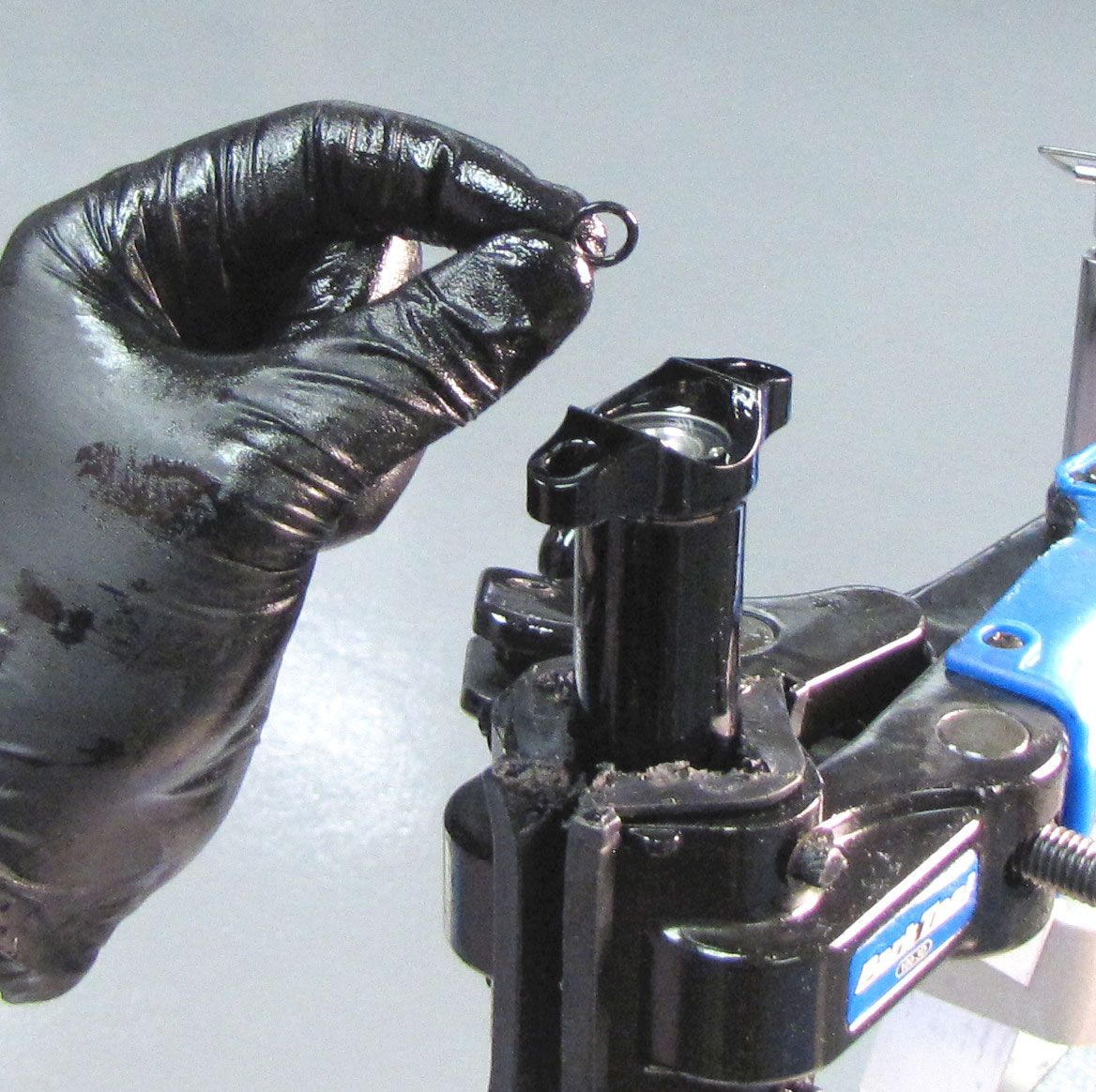
Install the wire retaining ring into the bottom of the Upper Post.
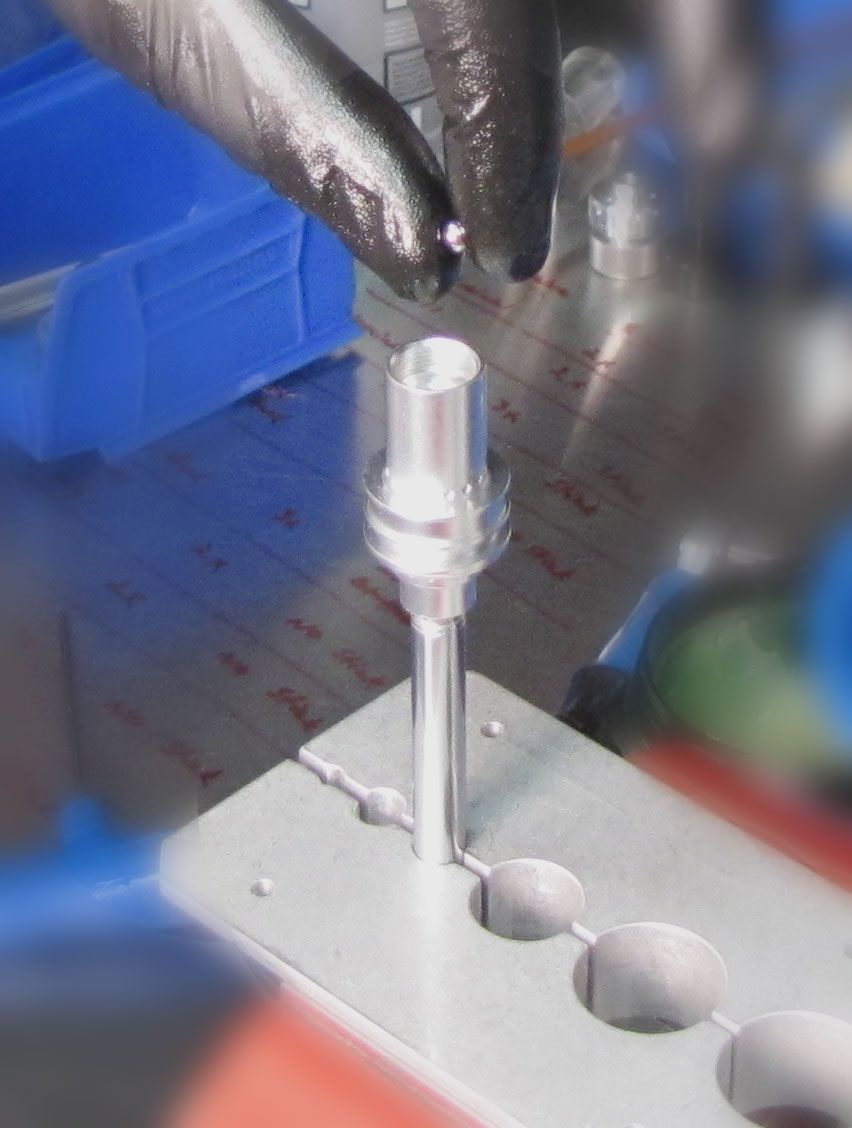
Step 26
Install the 0.083" ball bearing into the bleed hole, apply blue Loctite 242 onto the M3 set screw, then install the set screw. Install an M3 screw in the fill port and hold it to prevent Sealhead rotation while you tighten to 8 in-lb (0.9 Nm) torque with a 1.5mm hex wrench. The bleed screw is the M3 screw that is farthest from the blind hole in the Sealhead.




Step 27
Install the Nitrogen Fill Open Valve tool (PN: 398-00-735) onto the end of the Shaft.



Step 28
There are two styles of fill tool that can be used with the Transfer seatpost.
Instructions for using the original style of fill tool (803-01-595) start at step 29.
Skip to step 30 for instructions on using the new compact fill tool (PN: 803-01-931).



Step 29
Install the Gas Fill Assembly (PN: 803-01-595) into the fill port. Be careful not to scratch the shaft as you install and use the Gas Fill Assembly. Hold the Shaft to help you tighten the Gas Fill Assembly into the fill port fully. Use the Gas Fill Support Tool (PN: 398-00-758) or wrap a small piece of tape around the Shaft and Gas Fill Assembly to add support and prevent damage to the Gas Fill Assembly.




Step 30
Slide the compact fill tool (PN: 803-01-931) over the shaft making sure to align the pin with the blind hole in the sealhead. Note, the gap in the tool should be centered over the bleed hole in the sealhead. Use a 2.5mm hex wrench to tighten the fill tool bolt clockwise until snug. Do not exceed 1 in-lb torque.
While the original style of fill tool is shown, follow the next steps with either fill tool to complete the gas fill of the Transfer seatpost.

NOTE: Either style of gas fill assembly (Original 803-01-595 or the new compact version 803-01-931) can be used with a High Pressure Shock Pump if needed. The following steps show the use of a Nitrogen system which is the prefered method.

Step 31
Install the Gas Fill Assembly onto your Nitrogen system, then support the seatpost so it does not rely on the Gas Fill Assembly. The Gas Fill Assembly can be damaged if used to support the weight of the seatpost.


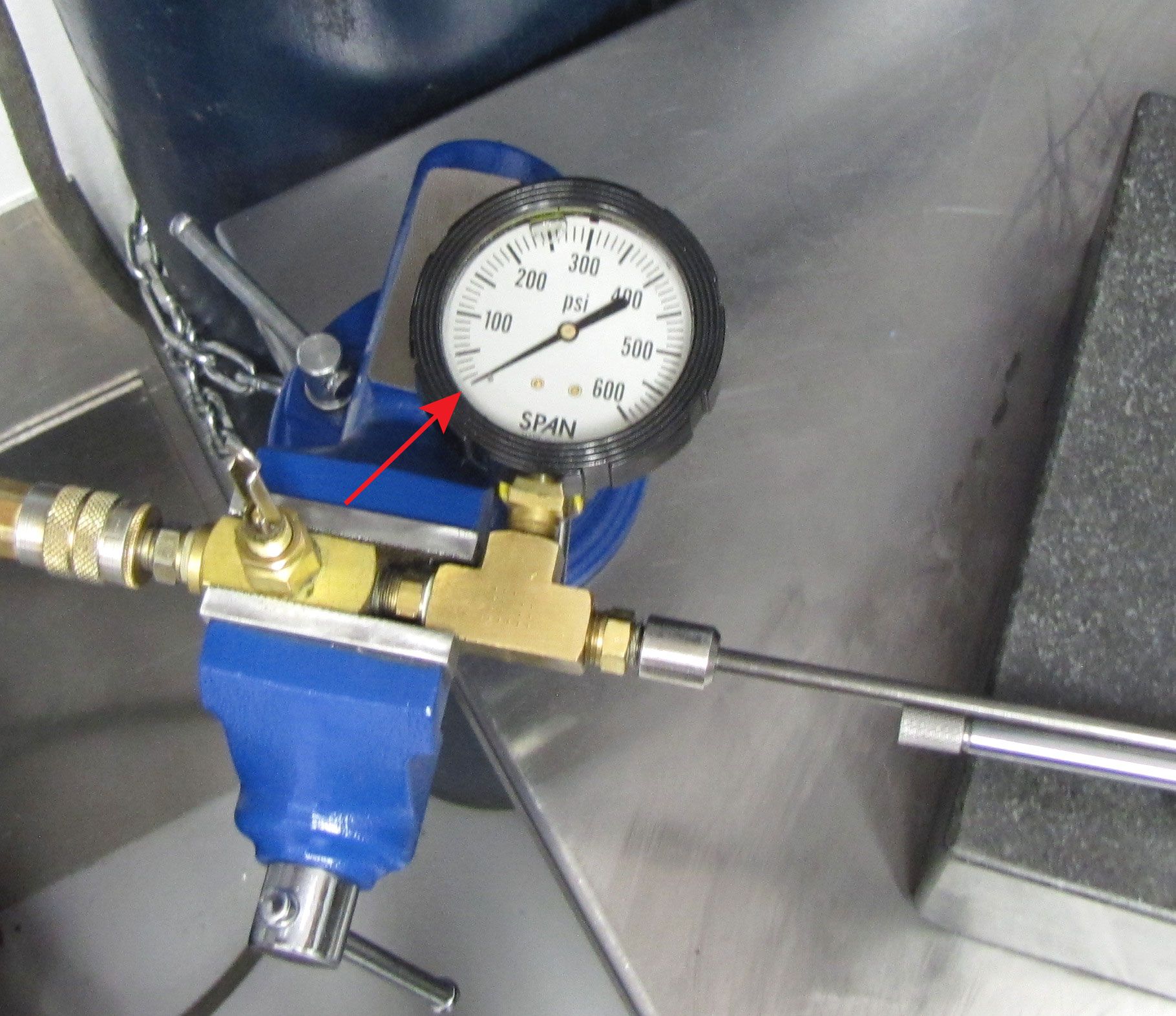
The Transfer IFP chamber must be filled to 400psi (27.6 bar) very slowly so you do not damage the Nitrogen fill check system within the Sealhead. Charging the IFP chamber too quickly can damage the Sealhead assembly.

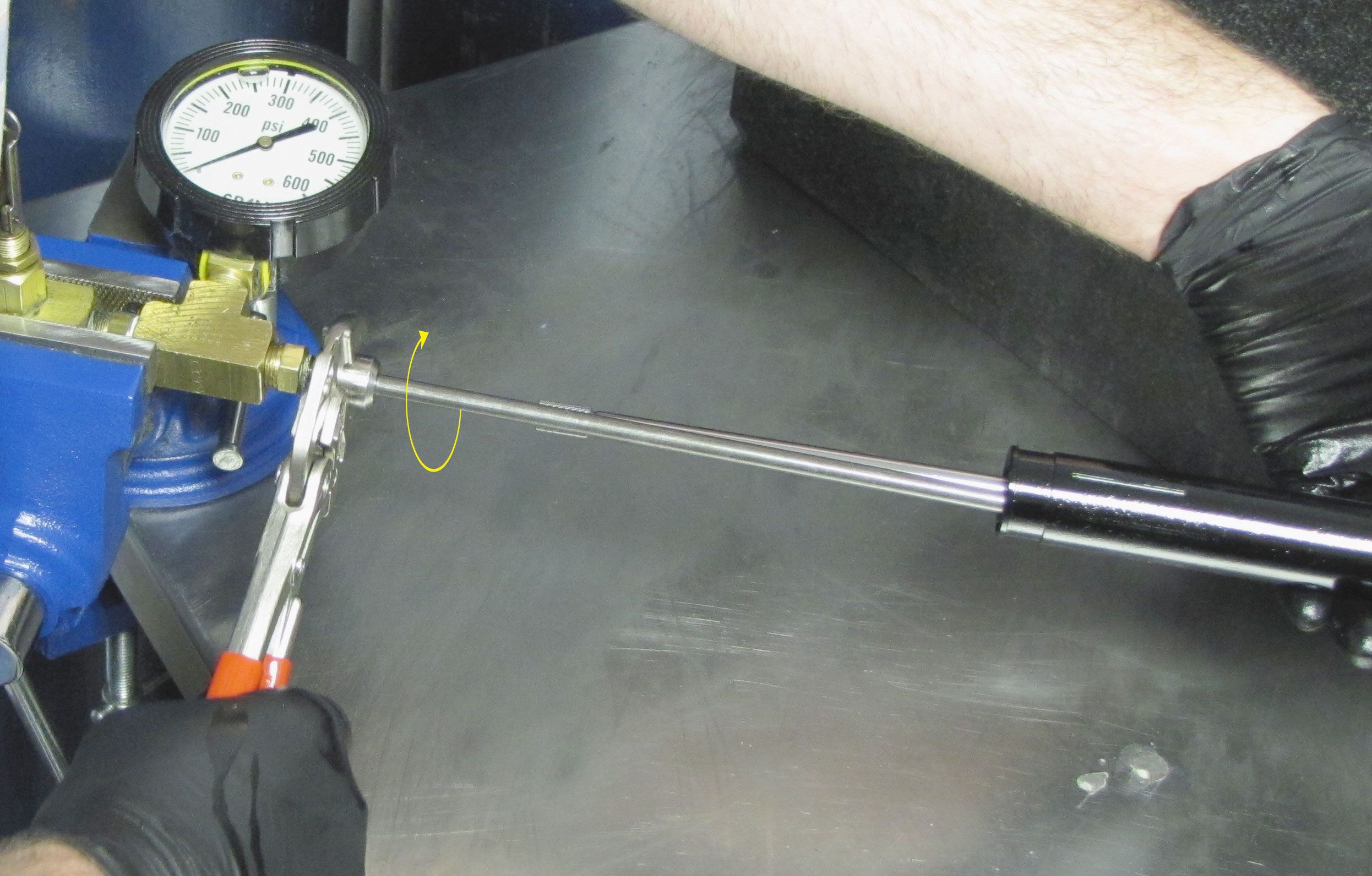
Step 32
Set your regulator to 0psi (0 bar) and slowly increase pressure over the course of 30 seconds until you reach 400psi (27.6 bar).


Step 33
Remove the tape (if present) and Gas Fill Assembly from the Sealhead. Remove the Nitrogen Fill Open Valve tool. Install the 0.083" ball bearing into the fill hole, apply blue Loctite 242 onto the M3 set screw, then install the set screw. Tighten to 8 in-lb (0.9 Nm) torque with a 1.5mm hex wrench. Check that both the fill and bleed screws are properly tightened to 8 in-lb (0.9 Nm) torque.




Step 34
Temporarily install the Lower Bushing, then install the new Wiper Seal from the kit. Remove the Lower Bushing.






Step 35
Install the new Upper Bushing from the kit followed by the new Lower Bushing.





Step 36
Thread the Shaft Lug onto the Shaft clockwise. Clamp the Shaft, then tighten the Shaft Lug onto the Shaft to 30 in-lb (3.4 Nm) torque with your 10mm wrench.



Step 37
Fill the Index Pin slots with Slick Honey, then install replacement Index Pins. Note the number of indicator marks on the Index Pins to replace with pins of the same specification as those that came out of the seatpost. If the seatpost was experiencing play, you may replace the original Index Pins with pins having one additional indicator mark. You may only need to increase pin size for 1 of the 3 pins to eliminate play. Never increase to pins having 2 or more indicator marks than the original pins.



Step 38
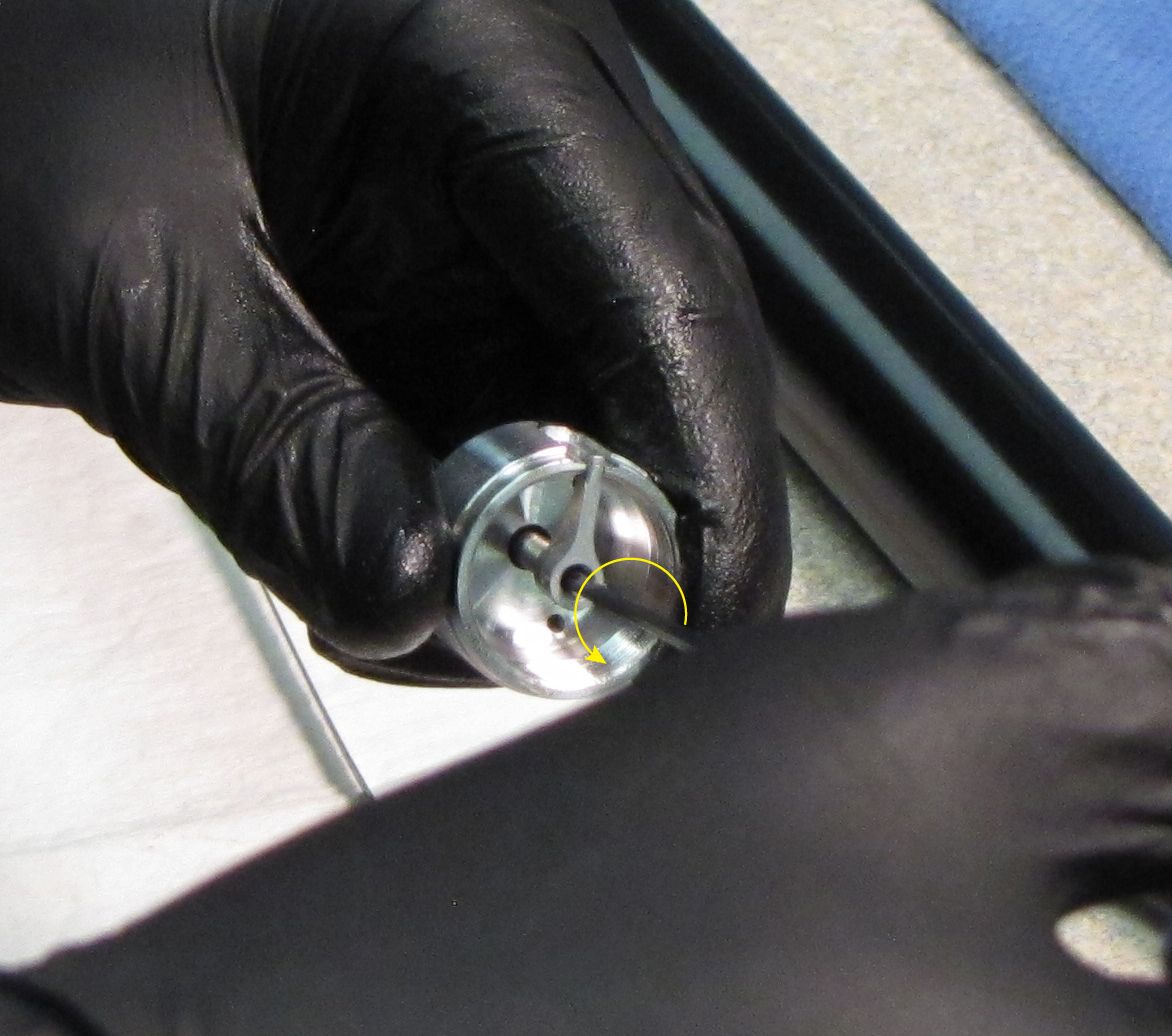
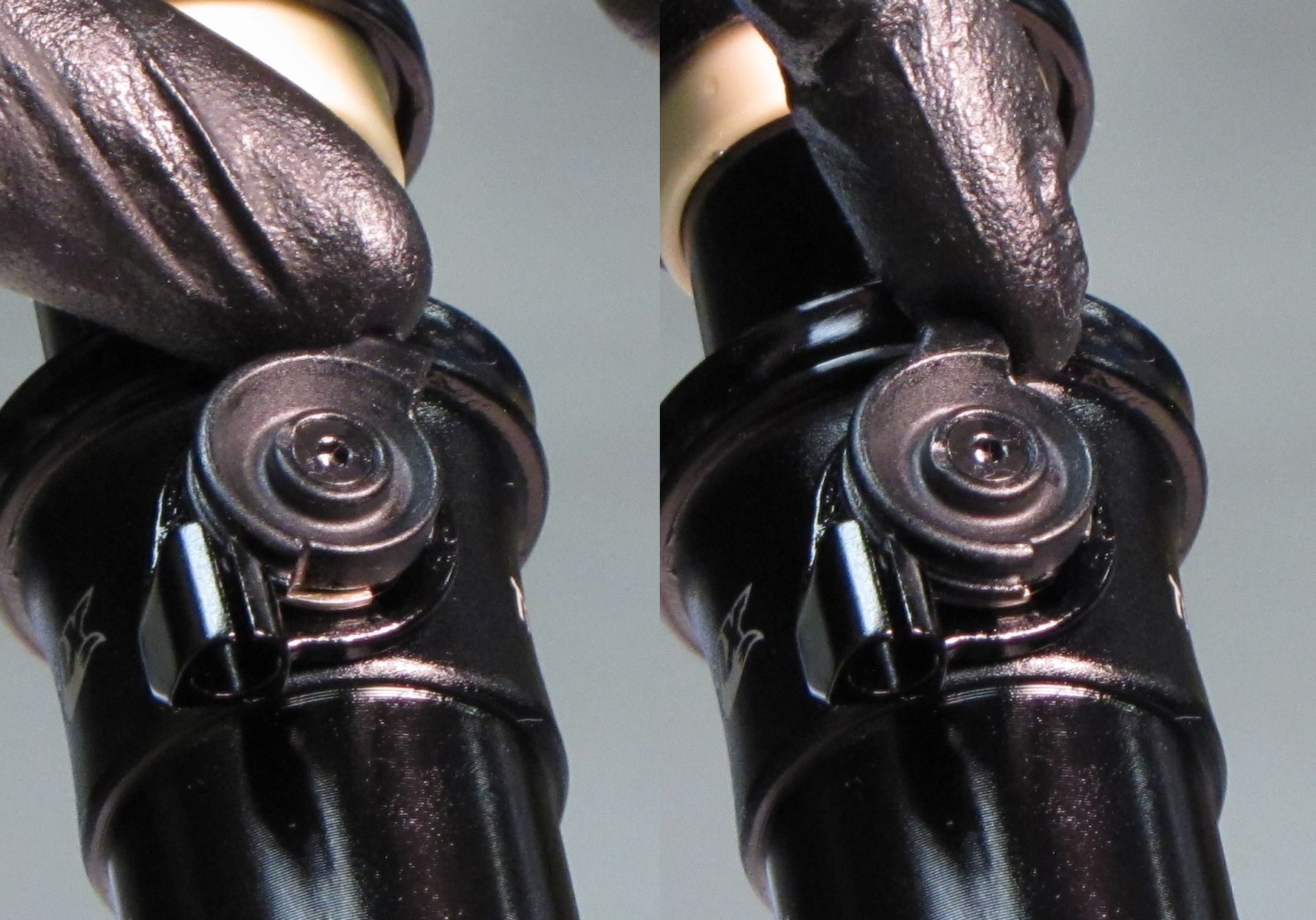
Install the Actuator Beam onto the push rod while aligned with the slot in the Shaft Lug. Install the Actuator Beam so the flat side faces the bottom of the post and the angled side is oriented toward the top of the post. Thread the push rod fully counter-clockwise with a 2mm hex to install the Actuator Beam.


Step 39
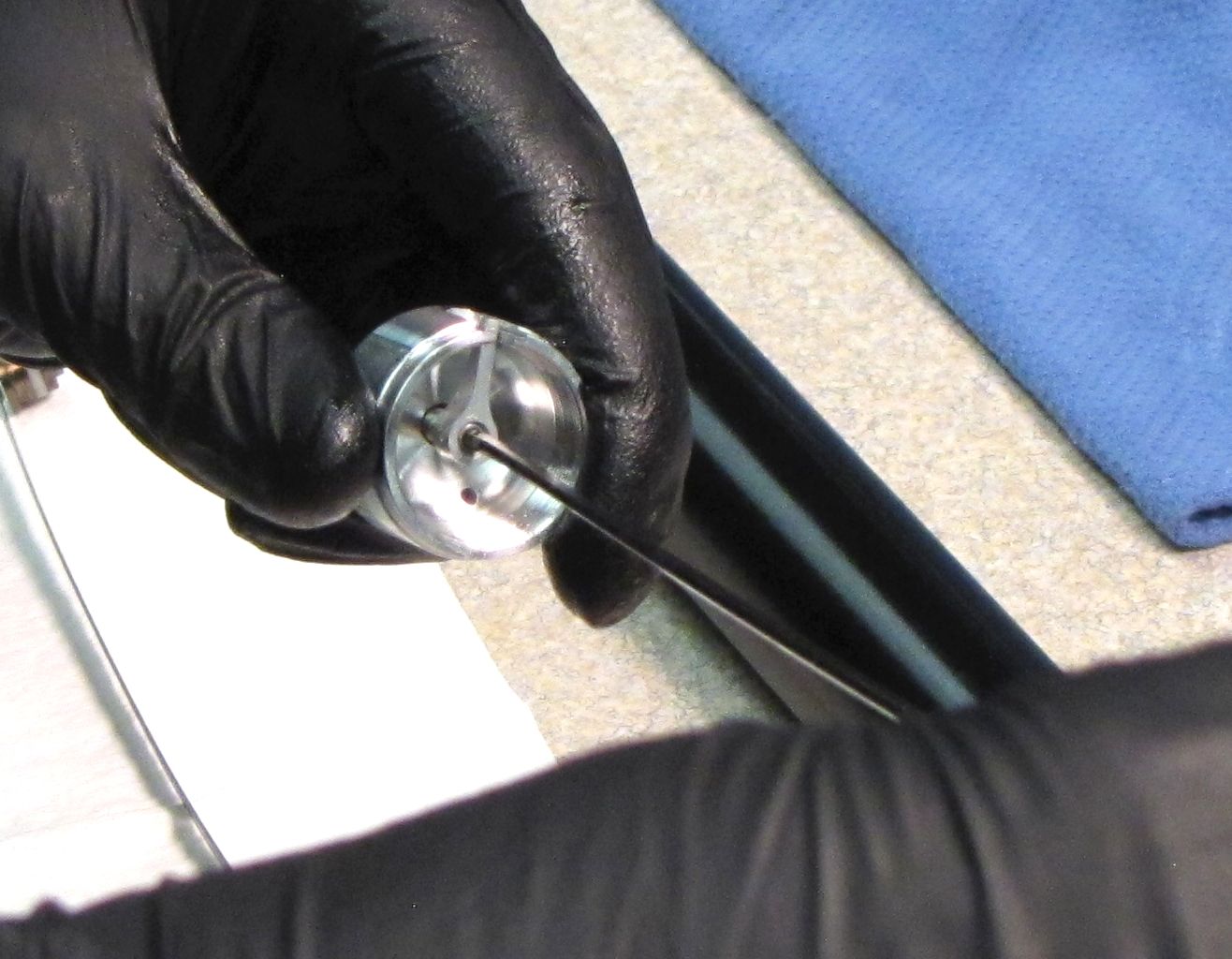
Apply Slick Honey then install the anti-rotation 2mm ball bearing into the pocket on the Shaft Lug.



Step 40
Align the anti-rotation ball bearing with the groove in the inside of the Lower Post that is opposite from the laser etching on the back of the Lower Post. Align the Actuation Beam with the Linkage Connector. Slowly feed the Upper Post Assembly into the Lower Post. Make sure that the wire retaining ring is still present in the Lower Post after having reinstalled it in disassembly step 9. Without the wire retaining ring in place, the Shaft Lug can go beyond the end of the Lower Post.






Step 41
Hook the end of the Connector Linkage onto the Actuator Beam before installing the Upper Post assembly fully into the Lower Post.


Step 42
Thread the Bottom Cap into the end of the Lower Post. Clamp the upper post horizontally by the head in your bike work stand so that the post cannot rotate. Tighten the Bottom Cap clockwise to 40 in-lb (4.5 Nm) torque.


Step 43
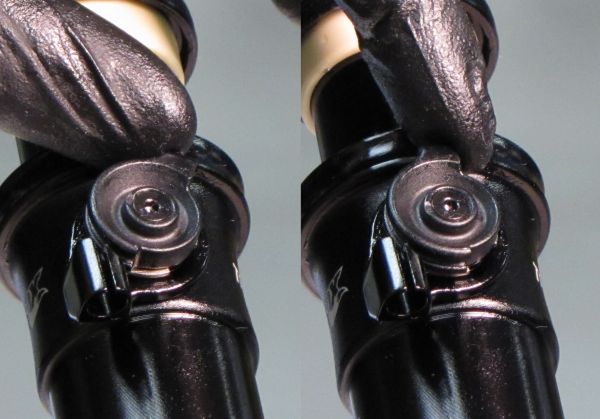
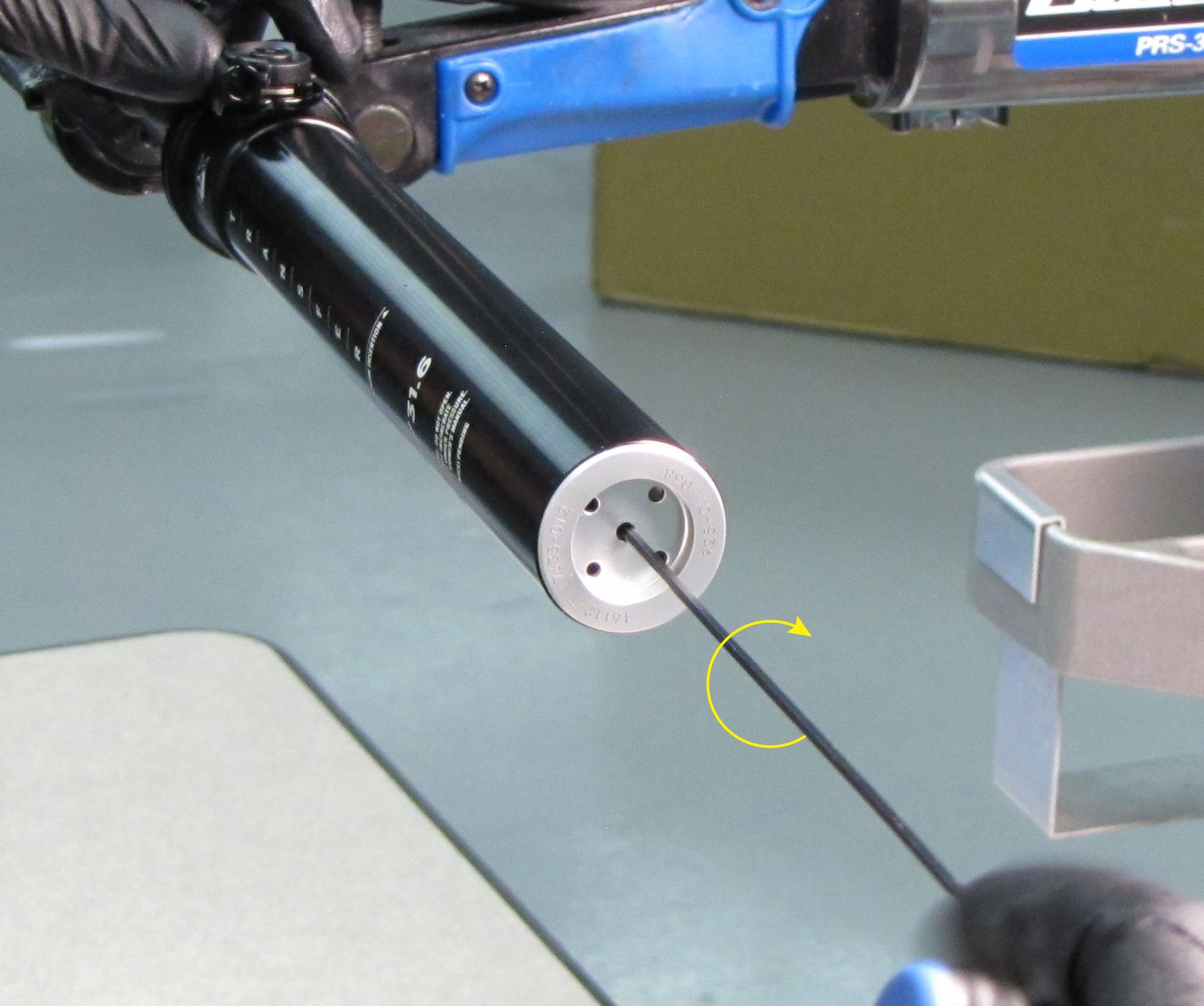
Turn the 2mm hex in the center of the Bottom Cap clockwise until you have just removed all play from the Pulley. Tightening this too far clockwise can cause the Spool Valve to open which would prevent the Transfer Seatpost from staying in position.

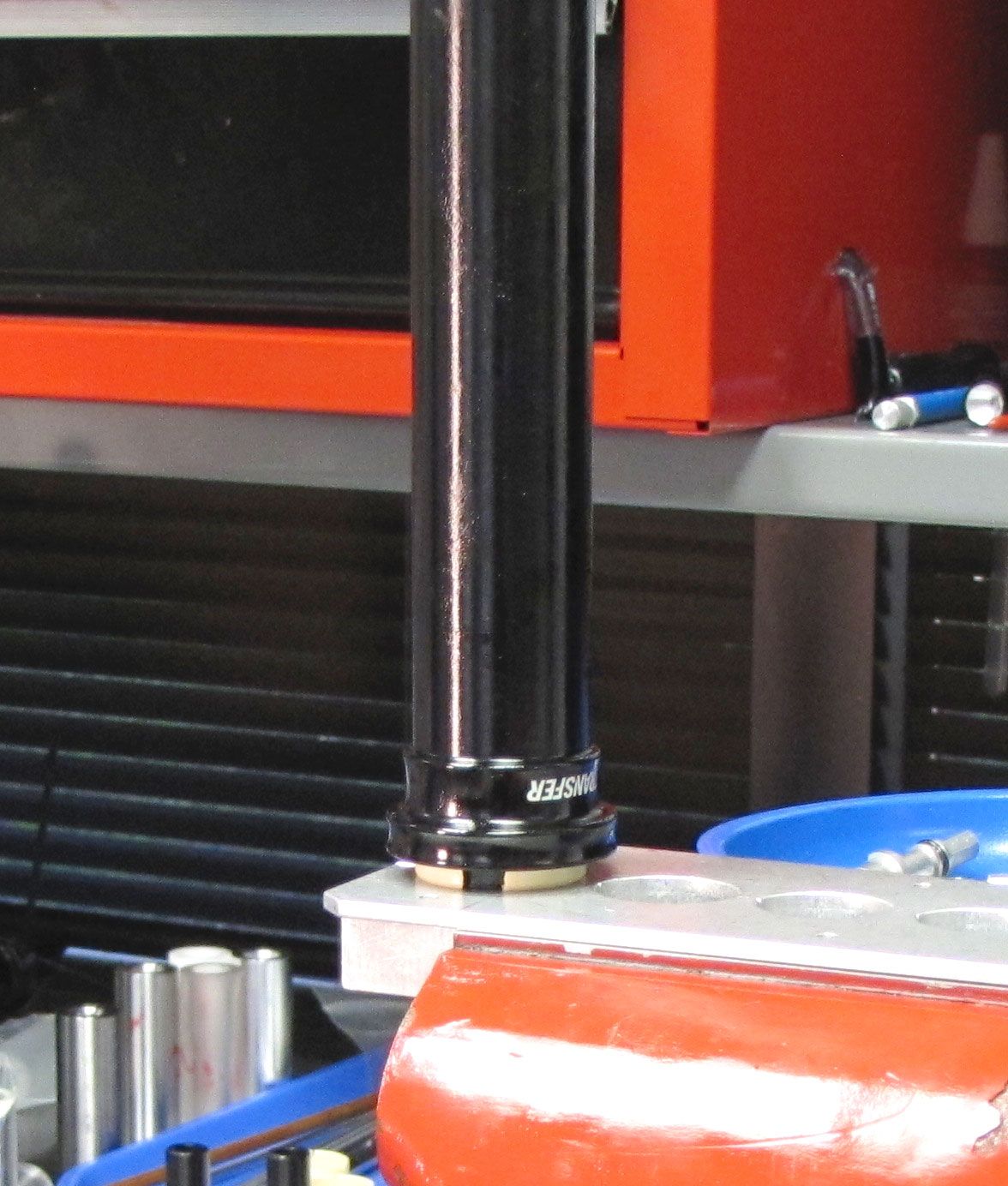
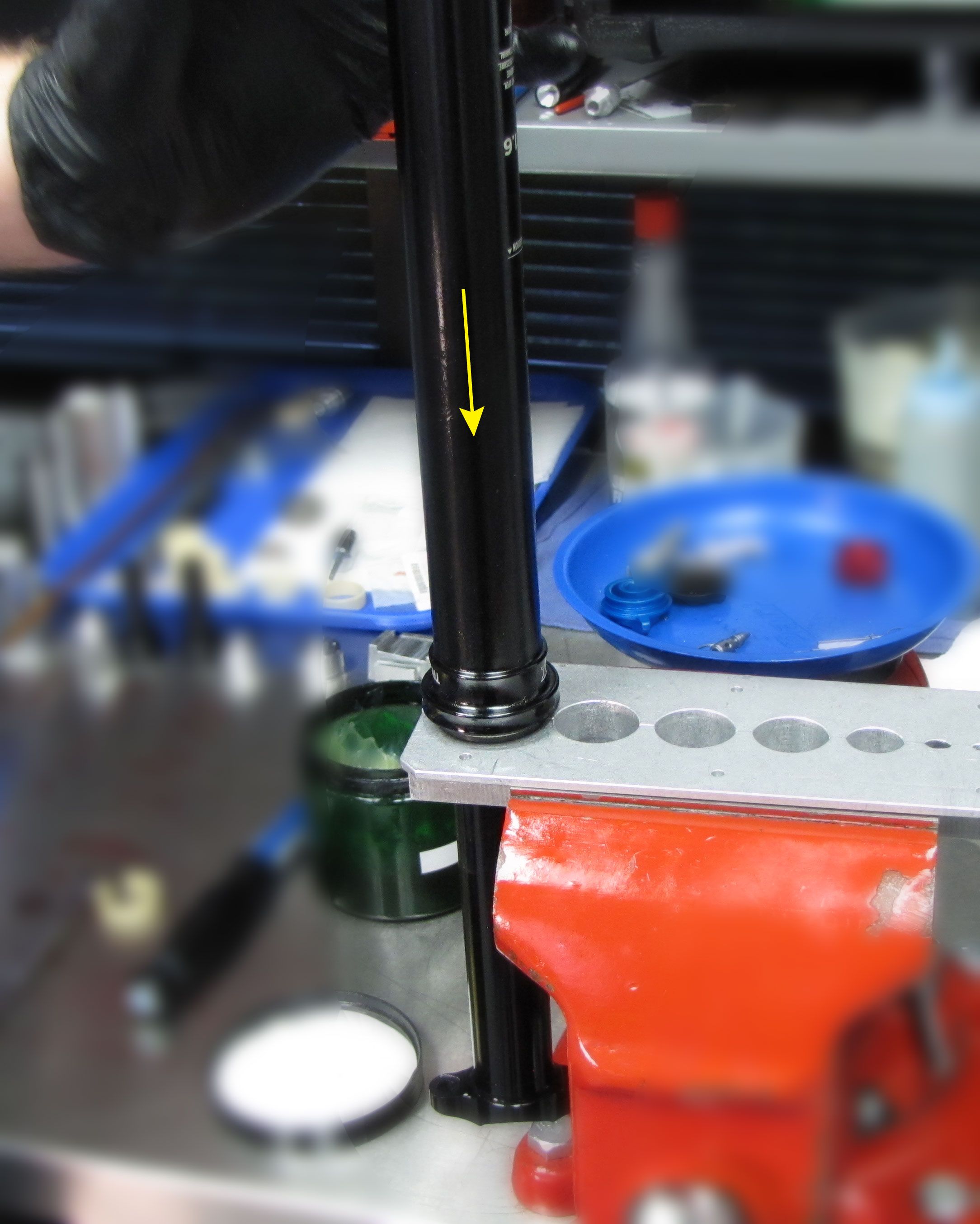
Step 44
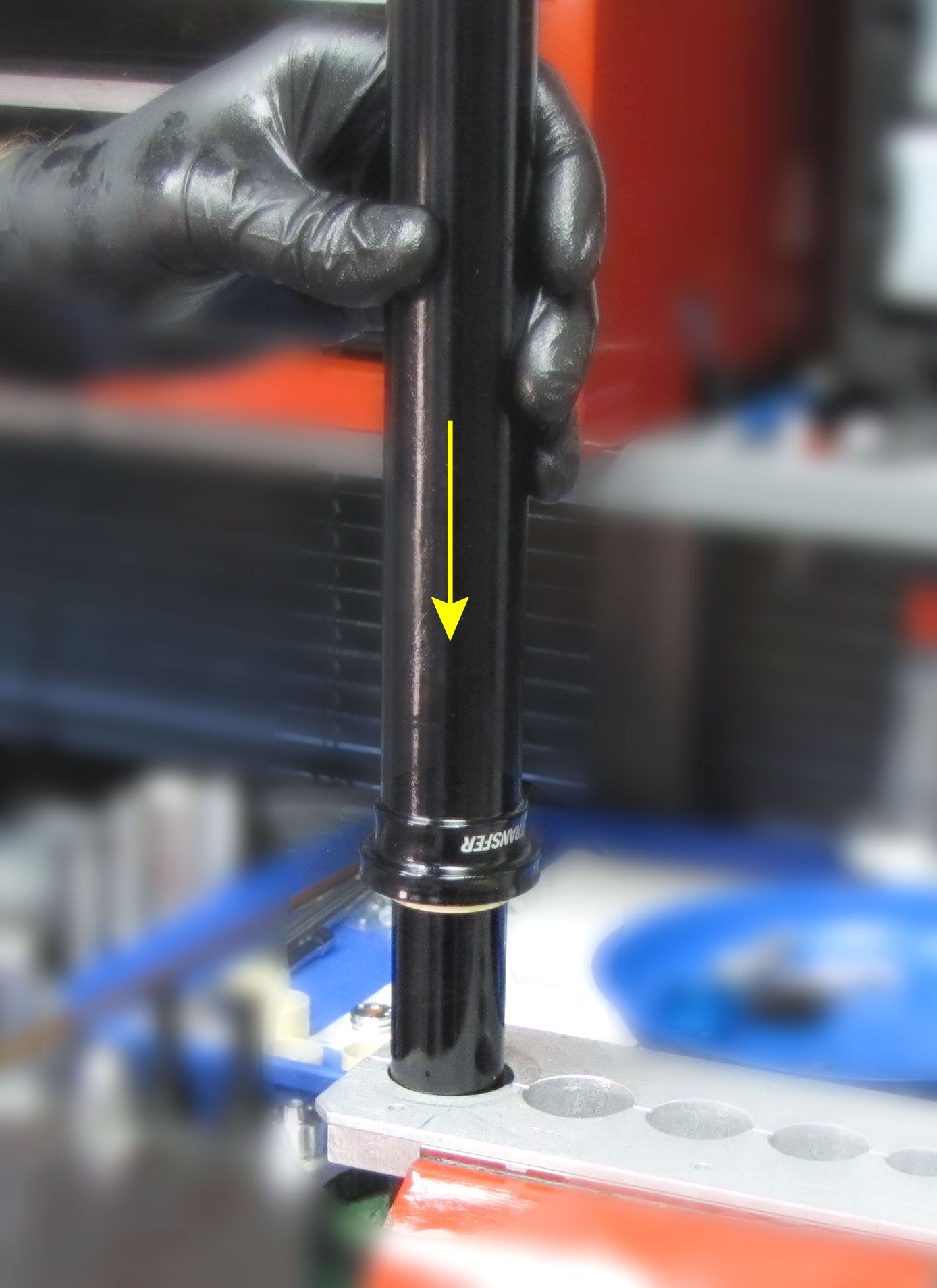
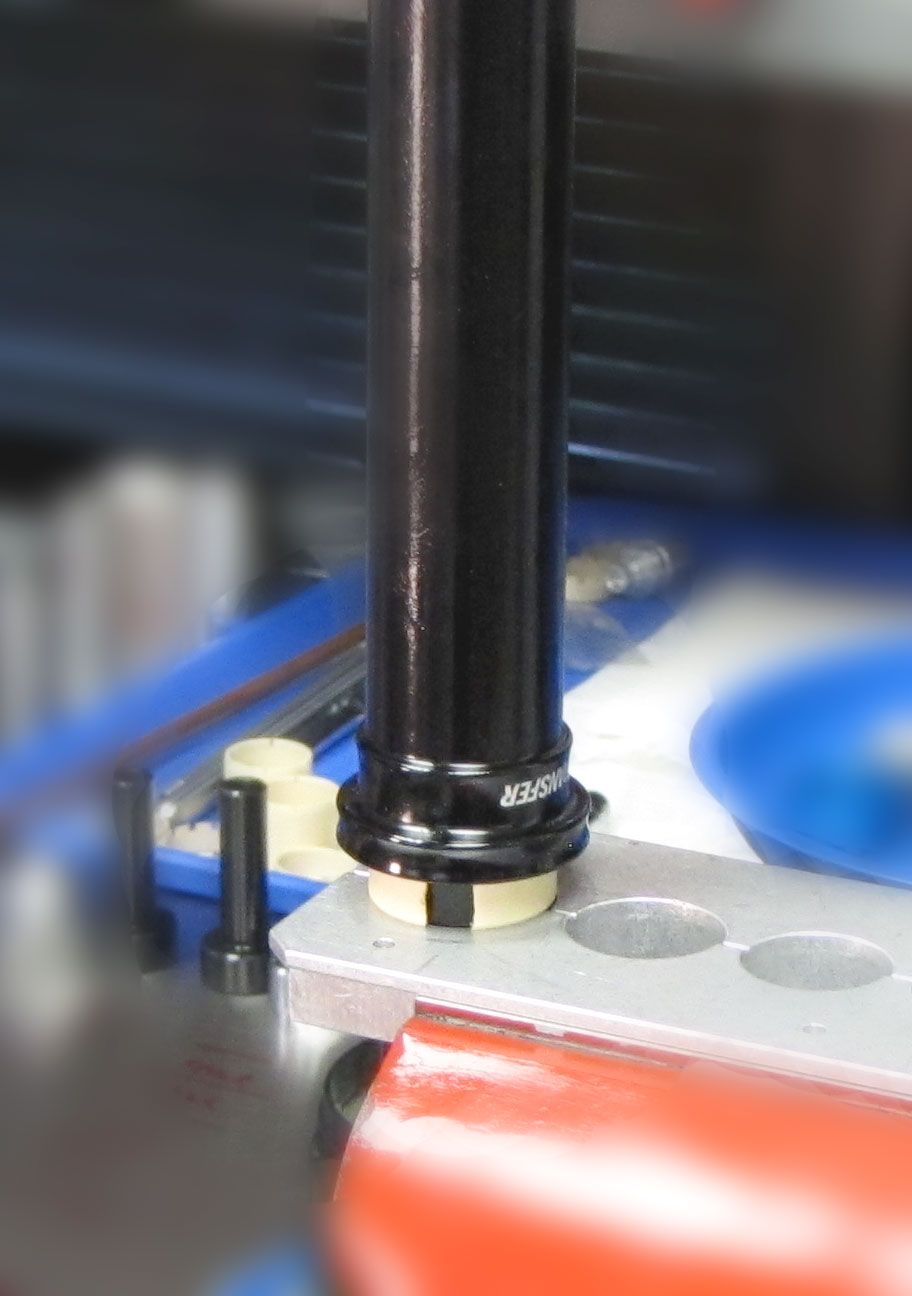
Loosely position the Upper Post upside down in the largest hole of your shaft clamps (PN: 803-00-147) so the Upper Bushing rests on the clamps. Push the Lower Post down against the clamps to start the Upper Bushing. Cut a slit in your discarded original Upper Bushing, then install it onto the shaft and drive the Lower Post down, with the slit bushing between the new Upper Bushing and the clamps, to fully seat the new Upper Bushing.






Step 45
Start seating the Wiper Seal by hand, then use your shaft clamps to fully seat the Wiper Seal.



Step 46
Test that the seatpost functions properly by actuating the pulley and compressing the post against your work bench. Clean the exterior of your Transfer Seatpost before reinstalling it onto the bike.

